Холодная сварка по металлу и как ею пользоваться?
Содержание:
- Опасность приобрести подделку
- Область применения
- Процесс сварки радиатора автомобиля холодной сваркой
- Как пользоваться холодной сваркой: общие правила
- Монтаж контура отопления методом холодной сварки
- В чем плюсы и минусы холодной сварки
- Условия получения надежного сварного соединения
- Что такое холодная сварка?
- Разновидности
- Особенности ремонта труб отопления
- Как устранить течь и способы устранения
- Состав и основные особенности
- Области применения холодной сварки металлов
- Определение, назначение
Опасность приобрести подделку

Рынок полон разнообразных низкопробных подделок
neeck, Моддинг форум
Холодная сварка представлена на рынке как отечественного производства, так и зарубежного.
Cruzzz, Моддинг форум

По истечении суток можно проверить прочность
Некоторые подделки сразу раскрывают свою суть. Обычно качественная холодная сварка схватывается уже за 15-20 минут. Подделки делают это намного дольше, а в дальнейшем и вовсе начинают раскрашиваться.
В целом качество починки будет зависеть не только от того, насколько оригинальный продукт попал к вам в руки, но и того, как вы им воспользовались. Например, если приобретена жидкая модификация клея, нужно чётко соблюсти пропорции, указанные в инструкции. При их нарушении состав может растерять свои клеящие свойства.

И вина тут абсолютно не в производителе
Мощный, со многими положительными характеристиками, но клей. И использовать его в важных механизмах (например, где возможно наличие усилия на отрыв) не стоит. Его «аудитория» — мелкие бытовые поломки.
Область применения
Пластик в последние годы все чаще применяется в различных видах техники и прочих областях. Соответственно, холодная сварка для пластмассы становится с каждым годом более востребованной. Стоит выделить основные области применения данного материала:
- Ремонт пластмассовых корпусов приборов;
- Шпаклевка бамперов на автомобилях;
- Ремонт удочек для рыбалки;
- Заделка течи в пластиковых трубах;
- Склеивание пластмассовых элементов.
Стоит отметить, что клей холодная сварка для пластика способен присоединять к нему и другие материалы, что расширяет сферу его применения.
Подходящие марки
Существует много марок, которые могут подойти к данному делу. Ведь здесь выдвигаются не столь высокие требования как, к примеру, к холодной сварке для нержавейки. Одной из наиболее простых в применении и распространенных марок является ЕР380. Она обладает следующими параметрами:
|
Параметр |
Значение |
| Крепость соединения |
3 500 PSI |
| Максимальная рабочая температура |
93 градуса Цельсия |
| Время застывания |
15 минут |
| Время схватывания |
4 минуты |
| Объем |
14 мл |
Помимо этого имеется еще более надежный вариант, которым является холодная сварка для пластика Poxipol. Она относится к двухкомпонентным, в которых каждый материал находится в отдельной емкости. Данная смесь обладает следующими параметрами:
|
Параметр |
Значение |
| Испытание на сдвиг |
237 Н |
| Напряжение на отрыв |
5,4 МПа |
| Время первичного застывания |
1 час |
| Время сохранения пластичного состояния |
10 минут |
| Время полного застывания |
24 часа |
| Максимальная сила среза соединения |
993 Н |
| Среднее напряжение среза |
2,2 МПа |
Выбор холодной сварки для пластмассы
Подбор подходящей марки является достаточно сложным делом, так как на рынке существует масса различных вариантов, которые трудно перечислить. Чтобы сделать правильный выбор, требуется ориентироваться по техническим параметрам изделия. Если планируется эксплуатация при высоких температурах, то желательно узнать, какую температуру выдерживает холодная сварка, так как нередко она оказывается более низкой, чем у самого пластика, что может воспрепятствовать нормальной работе.
Особенности холодной сварки пластика
Одним из главных параметров является крепость соединения, так что нужно знать данные на разрыв и сдвиг, в зависимости от того, каким нагрузкам будет подвергаться изделие. Крепость соединения также способствует сопротивлению вибрационным нагрузкам. Если вам требуется средство для быстрого ремонта, то нужно подбирать материал с быстрым засыханием. Разброс в данном параметре составляет от 3 до 15 минут.
Инструкция по применению
Инструкция по применению холодной сварки для пластика требует четкого выполнения порядка действий. Первым этапом является подготовка поверхности, которая будет соединяться. Обработка осуществляется при помощи растворителей и наждачной бумаги, чтобы убрать жир и увеличить площадь соединения. Без обезжиривания качество соединения начинает резко падать.
Подготовка поверхности для холодной сварки пластика
После этого нужно отмерить количество используемой холодной сварки, так как после размешивания она уже не сможет применяться повторно. При подготовке нужно отмерить равное количество каждого компонента. Потом нужно приступить к перемешиванию должна получиться однородная смесь мягкой консистенции. С нее можно лепить фигуры для заделки трещин и сколов, а также использовать в качестве клея. Через несколько минут после разминания смесь начнет твердеть, так что нужно не затягивать процесс ремонта.
После нанесения на поверхность нужно придавить смесь чем-либо. Если соединяются трубы, то желательно использовать жгут. В ином случае можно сделать какой-либо пресс самостоятельно.
Меры безопасности
Как и многие другие материалы, холодная сварка для пластика требует выполнения определенных мер безопасности. Ведь это не самое безопасное средство для здоровья. Следует избегать следующих ситуаций:
- Попадание состава массы в глаза человека или на открытые участки кожи;
- Хранение средства под прямыми лучами солнечного света;
- Вести работы со смесью без защитных средств, таких как перчатки и очки;
- Хранение в доступном для детей месте;
- Контакт холодной сварки с продуктами питания и другими посторонними предметами, с которыми потом будет контактировать человек.
При попадании смеси на слизистую оболочку нужно как можно быстрее промыть ее водой. После этого желательно обратиться к врачу. Если произошел контакт с кожей, то это не так страшно и можно обойтись тщательным вымыванием при помощи мыла.
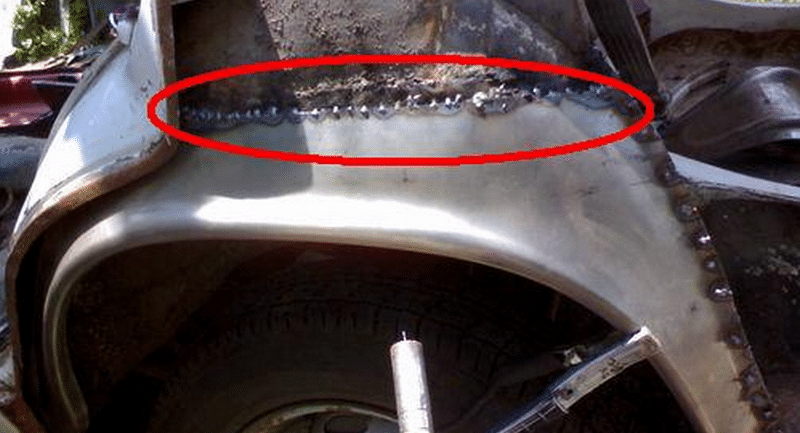
Процесс сварки радиатора автомобиля холодной сваркой
Чтобы на какое-то время вернуть работоспособность потёкшего радиатора, нужно предпринять следующие шаги:
Обработать место протечки шкуркой, желательно до появления блеска
При этом важно оставить на металле глубокие царапины, чтобы увеличить площадь соприкосновения с клеем.
Обезжирить металл ацетоном, а если его нет, воспользоваться бензином.
Выдавить из тюбика или отделить от бруска нужное количество холодной сварки, затем привести её в «рабочее» состояние, перемешав или размяв до получения однородной консистенции.
Нанести состав на место протечки и разровнять. Это нужно сделать как можно быстрее, так как в зависимости от типа клея, он может схватиться довольно быстро
Если пробоина большая, то её лучше заделать, используя кусочек жести в качестве заплатки, и приклеить его этим же клеем.
Починив повреждённый участок, нужно дать клею полностью затвердеть. Это займёт от 1 часа до суток в зависимости от толщины слоя, производителя клея и окружающей температуры. Если времени «в обрез», то уже через полчаса можно завести автомобиль и отправиться в ближайший сервис.
Результат применения холодной сварки для ремонта автомобильного радиатора может быть разным и зависит от множества факторов. Это и наличие охлаждающей жидкости под местом заделки повреждения, и размер повреждённого участка, и толщина слоя клея, и время, которое ему дали для высыхания. В лучшем случае можно проехать даже несколько сотен километров без проблем. Однако не стоит забывать о том, что холодная сварка – лишь временная мера, и нужно всегда быть начеку.
Как пользоваться холодной сваркой: общие правила
Работа с разными видами материала имеет свои нюансы, но есть и общие правила:
поверхность должна быть тщательно обезжирена и очищена от любых других загрязнений
Удаление жировой и/или масляной пленки, а также частиц бензина, солярки, смазочных материалов особенно важно, поскольку в противном случае адгезионные способности состава значительно уменьшаются. Для очистки пластиков и линолеума хорошо подходят смеси на основе спирта (в том числе технического), для металла – легкие растворители;
непрочные элементы поверхности, выкрашивающиеся кусочки, участки коррозии и другие дефекты, нарушающие прочность материала, необходимо удалить до начала ремонта (зачистить до плотного и равномерно прочного материала);
чтобы улучшить адгезионные свойства поверхности, желательно удалить с нее любые лако-красочные покрытия и обработать гладкие поверхности абразивом
Для зачистки металла подходит проволочная щетка, для мягких пластиков – наждак с фракцией 120…240 грид;
если необходимо заделать трещину, лучше высверлить отверстия в ее концах или чуть дальше, чтобы снять напряжение материала и избежать расширения дефекта;
для обработки больших площадей или выравнивания вмятин уместно использовать армирующие материалы – сетку из стекловолокна или пластика, нетканый текстиль, даже обычную ткань и марлю;
чтобы улучшить схватывание ремонтного состава, можно немного нагреть детали – например, положив их на батарею отопления или рядом с ней. Однако сильный нагрев приведет к чрезмерно быстрому первичному застыванию композита;
соединяемые детали прижимают друг к другу с усилием;
по завершении ремонтных работ рекомендуется зашлифовать шов/стык и покрыть его дополнительно лаком, краской или другим видом поверхностной защиты. Это продлит срок эксплуатации детали.
Важно: у разных видов «холодной сварки» различное время первичного схватывания и полного набора твердости. Внимательно читайте рекомендации производителя!. Отдельно стоит заметить, что в зависимости от типа продукции – жидкая однокомпонентная смесь, два компонента в разных флаконах (тубах) или «колбаска» из двух компонентов – способ подготовки продукта к использованию также разный
Жидкий состав просто наносится на обрабатываемую поверхность. Два жидких компонента смешиваются в одноразовой посуде согласно рекомендациям изготовителя. Пластичную массу смешивают в руках до полной однородности и размягчения (вначале она напоминает по консистенции холодный пластилин, при разминании немного согревается и становится мягче), после чего наносят на поверхность
Отдельно стоит заметить, что в зависимости от типа продукции – жидкая однокомпонентная смесь, два компонента в разных флаконах (тубах) или «колбаска» из двух компонентов – способ подготовки продукта к использованию также разный. Жидкий состав просто наносится на обрабатываемую поверхность. Два жидких компонента смешиваются в одноразовой посуде согласно рекомендациям изготовителя. Пластичную массу смешивают в руках до полной однородности и размягчения (вначале она напоминает по консистенции холодный пластилин, при разминании немного согревается и становится мягче), после чего наносят на поверхность.
В этом видео показана технология применения «холодной сварки» на примере разных составов.
https://youtube.com/watch?v=kcZdWS0x1tk
Обязательные меры предосторожности при работе с холодной сваркой:
- использование перчаток, причем не одноразовых медицинских или хозяйственных, а прочных резиновых;
- работа в газовом респираторе;
- применение защитных средств для рабочего места и одежды.
Монтаж контура отопления методом холодной сварки
Холодная сварка – это соединение двух и более элементов без их прогрева. Соединение образуется за счет химических реакций, протекающих в клеящем веществе. Пластичность, высокая адгезия и быстрое застывание в монолитную массу — это отличительные особенности компонентов, применяемых для холодной сварки.
Клеящий состав может включать в себя различные элементы, для улучшения механических характеристик клеевых швов. В основе составов, как правило, присутствуют эпоксидная смола, и наполнитель — отвердитель. На упаковке указано, можно ли холодной сваркой заварить трубы отопления, или это состав для ремонта пластиковых труб контура подачи холодной воды.
Холодная сварка — это пластичная масса, которая обеспечивает герметичное соединение труб
Различают два вида компонентов для холодной сварки:
- Пластичное двухкомпонентное вещество, которое непосредственно перед применением необходимо тщательно размять для смешивания компонентов. Преимущество холодной сварки этого вида: состав быстро готовится, долго хранится, требует минимальной подготовки перед применением. Недостаток: быстро застывает, необходимо наносить очень тщательно, рекомендуется использовать как можно быстрее после приготовления.
- Жидкие компоненты. Перед началом нанесения требуется соединить вещества в должной пропорции, и клей готов к применению. Преимущества жидкого состава для холодной сварки: клеящее вещество без труда проникает вглубь соединения, образуя при застывании прочный слой, устойчивый к механическим воздействиям. Недостаток: требует специальных условий для длительного хранения. Для разных материалов – пластик, металл – требуются разные химические компоненты.
Основное преимущество, которым отличается холодная сварка любого вида, это возможность проводить быстрый ремонт участка водопроводной, отопительной или канализационной системы без отключения подачи воды. Сварку, или в данном случае, склеивание компонентов можно производить в условиях повышенной пожарной опасности.
В качестве ремонтного состава для чугунных радиаторов отопления следует тщательно готовить поверхность к применению холодной сварки. Несмотря на прочность соединения, восстановленный участок может не выдержать испытаний максимальным давлением.
Для пластиковых водопроводных систем метод холодной сварки признан одним из лучших решений для локального ремонта при невозможности замены поврежденного элемента. Также холодную сварку успешно применяют для восстановления герметичности стыковых швов на фитингах пластикового водопровода.
Холодная сварка — это эффективный метод для срочного ремонта любых труб
Время ожидания готового состава холодной сварки: от 2 до 20 минут, в зависимости от целевого назначения. Температурный диапазон – от 0 до 1300 градусов.
Достаточно подробно ознакомиться с инструкцией по применению, и монтаж системы будет успешно осуществлен. Для работы потребуется:
- емкость для приготовления состава;
- перчатки, чтобы избежать попадания состава на кожу. Их рекомендуется смочить водой;
- тонкий шпатель, для нанесения вязкого состава в область использования;
- соблюдение правил безопасности при работе с химическими компонентами.
При попадании состава на кожу или в область глаз рекомендуется промыть пораженный участок кожи и при возникновении ощущения жжения обратиться к врачу, имея при себе упаковку от компонентов «холодной сварки».
В чем плюсы и минусы холодной сварки
Основу состава составляет эпоксидная смола и может храниться в течение длительного времени. После применения сварки на процесс затвердения стыков понадобится 20 минут. На поверхности металла есть так называемая оксидная пленка, а клей ее может разрушить. С использованием новинок детали можно плотно состыковывать между собой.
Во многих случаях электросварка не всегда подходит для заделки трещин, поэтому на помощь приходит холодная сварка. Ее можно также использовать, когда необходимо склеить между собой линолеум, пластик, медь, а также для крепления стыков из алюминия. Для поверхностей, реагирующих на нагревание, применяемый метод будет самым подходящим. В тех условиях, где возможен риск пожара или взрыва рекомендуется сварка.
Основные плюсы холодной сварки:
- Для ее нанесения не требуется специальных навыков, знаний и оборудования.
- Доступная в цене.
- При нанесении на поверхность металл сохраняет свои свойства и не подвергается деформации.
- Прочность сварного шва.
- После ее использования не остается никаких отходов. К тому же она является безопасной и после того, как высохнет, будет иметь эстетичный вид.
Покупатели приобретают охотно такую сварку, которая легко ложится на подготовленную поверхность. Всегда можно заделать пробои уникальным, мягким материалом. Она хорошо перемешивается и свободно крепит металлические и деревянные конструкции. К тому же она легко склеивает тяжелые и легкие материалы. Многие годы холодная сварка остается лучшим средством для закрепления швов, пробоин.

В продаже есть отличные средства, с помощью которых вы надежно сможете заделать мелкие крупные дырочки в отопительных системах. При нагревании в радиаторах часто появляются мелкие трещины, из которых капает вода. Поэтому здесь не обойтись без такой сварки. Она прочно заделает все сколы, а вы тем временем можете подыскать необходимый сварочный аппарат. Спустя некоторое время можно заварить поверхность.
Но существуют минусы:
- Изделия, сваренные химическим способом, имеют не долгий срок эксплуатации, в отличие от тех, которые подвергались ремонтным работам.
- Крупные дефекты нельзя полностью заделать с помощью такой сварки, она лишь поможет на недолгое время устранить какие-то трещины.
- Если перед нанесением сварки плохо очистить поверхность, то качество крепления будет достаточно слабым.
Условия получения надежного сварного соединения
Надежное сварное соединение холодной сваркой может быть получено при соблюдении следующих условий:
- тщательная подготовка поверхности свариваемых изделий. При точечном и роликовом способах поверхность рекомендуется зачистить механическими щетками, торцы деталей при стыковом способе для соединения проводов сравнительно небольшого диаметра – с помощью специальных ручных кусачек или механического ножа, а торцы деталей большого сечения подвергают механической обработке. При этом необходимо обеспечить параллельность свариваемых поверхностей обеих деталей и отсутствие на них жировых загрязнений;
- одновременная пластическая деформация соединяемых деталей;
- значительное и симметричное относительно центра зоны соединения растекание металла в плоскости соединения. Данное растекание вызывает разрушение оксидных или иных пленок, вытеснение их обломков из зоны соединения. Одновременно, растекание создает условия для интенсивного движения дислокаций с образованием активных центров на соединяемых поверхностях. Симметричное растекание необходимо для более полного удаления пленок из зоны сварного шва;
- сжатие заготовок на заключительной стадии образования сварного соединения, что требует значительных давлений в зоне контакта;
- очистка кромок соединяемых заготовок от загрязнений (промывка растворами, бензином, спиртом) и окисных пленок. Применение абразивного инструмента недопустимо, так как шаржированные в поверхность заготовок абразивные зерна затруднят получение сварного соединения;
- предварительная подготовка поверхностей заготовок (шероховатость – Rz не более 10 мкм; неплоскостность поверхности не более 0,1 мм).
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Разновидности
Эпоксидные композиты для холодной сварки металлов различают по форме компонентов и техническим характеристикам.
Форма компонентов
Холодная сварка выпускается в виде густой жидкости или пластичной массы. В первом случае — это комплект из двух емкостей. В большей из них находится эпоксидная смола, а в меньшей — жидкий отвердитель. Для получения рабочей массы оба компонента перед применением смешиваются. Пластичная форма выпускается в виде двухкомпонентных брусков или цилиндров, в которых эпоксидная смола и отвердитель разделены нейтральным слоем. Перед ее использованием необходимо отрезать часть бруска и тщательно ее размять. Консистенция и форма компонентов не влияет на то, сколько по времени сохнет холодная сварка.
Холодная сварка пластичной массы
Технические характеристики
Холодные сварки для металла различаются по виду наполнителя и эксплуатационным характеристикам. В качестве основных инертных наполнителей обычно применяют порошки железа или алюминия (реже — других материалов), а в качестве дополнительных — порошки силикатов и углерода. Характеристики состава наполнителя должны соответствовать металлу ремонтируемого изделия.
По условиям эксплуатации эпоксидные композиты делятся на универсальные и специализированные. Универсальные водостойки и адгезивны к влажным поверхностям, но имеют предельную температуру эксплуатации до 140-160 °С. К специализированным относятся высокотемпературные смеси, а также композиты с высокой прочностью на разрыв и устойчивостью к агрессивным средам.
Какая холодная сварка для металла лучше. Выбор
При выборе нужного типа холодной сварки необходимо строго следовать рекомендациям производителя, особенно в части применяемости и условий эксплуатации. Это обеспечит качество ремонта и снизит затраты на приобретение материалов.
Для большинства видов работ подходят универсальные холодные сварки. Среди зарубежных торговых марок самые известные — это американские «ABRO», «Hi-Gear», «Permatex», немецкая «WURTH» и уругвайская «Poxipol». Наиболее популярные российские торговые марки — «Момент», «Алмаз» и «Титан». Главные критерии при выборе нужного материала — это репутация торговой марки, заявленные характеристики, цена и вес в расфасовке.
Разновидности холодной сварки
Для ремонта корпусов автомобильных двигателей, глушителей, стальных печей, газовых горелок применяют термостойкие композиты. Это многокомпонентные патентованные смеси, и их цены в несколько раз выше, чем у универсальных холодных сварок. Здесь абсолютными лидерами являются американские производители автохимии. Температура эксплуатации «DonelDeal ТермоCталь» составляет 1400 °С, при этом она может применяться в условиях вибрации и напряжений. Чуть ниже этот показатель у «ABRO Thermometal» — 1316 °С.
Особенности ремонта труб отопления
В сети отопления появление утечки может проявиться в трех местах:
- На прямом участке трубопровода. Влияние коррозии, механических повреждений.
- В местах стыковки труб с отопительным прибором или друг с другом. Здесь чаще слабым местом становится сварной шов, либо соединительный фитинг.
- В местах соединения секций радиатора.

Работа любой отопительной сети связана с высокими температурами. Для ремонта таких трубопроводных систем понадобится холодная сварка, способная длительное время противостоять таким экстремальным условиям. Информация о предельно допустимых температурах для состава представлена на упаковке.
Как устранить течь и способы устранения
Чем заделать течь в трубе отопления, зависит от того, в каком месте она образовалась: на стыке секций, на соединении радиатора с трубой, на самой трубе. Ремонт производят по-разному, рассмотрим основные способы.
Течет труба отопления на стыке Важно! Если капает из трубопровода, по которому подается горячая вода для отопления, и этот участок находится под давлением, то ликвидировать свищ можно на очень короткое время. В таком случае придется вызывать аварийную службу и заниматься основательным ремонтом
Холодная сварка
Как правило, применяется на стыке двух секций батареи, помогает временно закрыть поврежденное место. Производится с использованием клея-герметика, который можно купить в строительном магазине. Он имеет особый состав, кристаллизирующийся при высыхании, и заполняет собой дыру.
- поврежденное место тщательно очистить от краски и ржавчины, используя щетку с металлической щетиной или наждачную бумагу;
- произвести обезжиривание, для этого подходит спирт, растворитель, ацетон;
- отрезать кусочек герметика, влажными руками размять до однородного состояния;
- хорошо вдавить в поврежденное место на отопительной батарее и разгладить;
- пока состав не отвердеет полностью, его нужно плотно прижимать к поверхности;
- время отверждения примерно 20-25 минут, полная полимеризация — через 3 часа.
Совет! Обязательно надевайте защитные перчатки, так как герметик является химически активным составом, разъедающим кожу.
Цементно-гипсовая повязка
Если дырка обнаружилась на отопительной трубе или стыке секций батареи, можно сделать цементно-гипсовую повязку, для этого подготовить следующие расходные материалы:
- медицинский бинт, отрез марли либо тонкой х/б ткани;
- алебастр (гипс);
- цемент;
- ведро или таз с водой.
- в воде развести цемент, смешав его с гипсом, консистенция должна быть, как у жирной сметаны;
- взять полоски ткани или бинта длиной 25-30 см, пропитать полученным составом;
- обмотать тканью поврежденный участок трубы;
- накладки делают до тех пор, пока повязка не будет прочной и плотной.
Применение хомута и резины
Если вы заметили течь трубы отопления, в качестве временной меры можно наложить покупной или самодельный хомут, а также накладку из резины. Если в наличии есть заводской хомут подходящего диаметра, его нужно наложить на место протечки и плотно закрепить при помощи болта. Если такового в хозяйстве не имеется, придется сделать резиновую накладку самостоятельно.
Совет! В качестве расходного материала может служить велосипедная шина, плотная хозяйственная перчатка, мяч, резиновый сапог.
- из куска резины вырезать прямоугольник, который будет шире отверстия на 2-3 сантиметра, длина должна быть такой же, как диаметр трубы;
- накладку туго обмотать вокруг трубы, а края закрепить проволокой или металлическими зажимами, можно сделать обмотку из проволоки по всей длине повязки.
Применение сварки
Если в доме или квартире течет батарея отопления (не металлопластиковая, а чугунная), устранить дефект поможет сварка. Ее можно использовать в любых местах на радиаторе. Поэтому после того, как самостоятельно произвели небольшой ремонт или перекрыли подачу воды на батарею, вызывайте аварийную службу или частную фирму, предоставляющую услуги горячей сварки.
Состав и основные особенности
Сегодня многим известно, как пользоваться холодной сваркой для металла, которая без усилий наносится на поверхность. Она производится по всем стандартам качества и имеет в своем составе эпоксидную смолу. Благодаря такой смоле происходит качественное и прочное соединение металла. С помощью специального свойства, находящегося в составе средство стойкое к воздействию низких и высоких температур. Производители в составе используют не только минеральные вещества, но и серу. По теме: как пользоваться жидкими гвоздями.
Технические показатели такие:
- Первая сушка — 20 минут.
- Завершающая сушка — от 3 до 24 часов.
- Температура использования — до +1316 градусов.
Изготовители состава
Из импортных популярными можно считать:
- Hi-Gear — подходит для цветных и черных металлов, а также для пластика, камней. Она устойчива к химическому и физическому влиянию.
- Момент Супер-Эпокси Henkel — его свойства сохраняются даже при высокой температуре, и средство может подходить для склеивания разных материалов.
- Poxipol — с помощью такой сварки швы становятся очень прочными и их невозможно разъединить. При этом средство является влагонепроницаемым.
- Wurth Liuguid Metal — является средством, которое устойчиво к разным негативным воздействиям.
- Mastix — если трубы находятся под давлением, то применима эта сварка. Также она легко подходит для крепления батарей, радиаторов и свободно заклеивает разные дефекты.
Широка область применения средства
Металлические изделия можно склеивать, благодаря использованию такого прочного средства.
Она предназначена для:
- Конструкций, которые бывают под давлением.
- Изделий, которые находятся во влажной среде.
Сварка незаменима при проведении ремонта машин, а также популярна в сантехнических работах. Она подходит для ремонта систем отопления, канализации. Она незаменима для склеивания таких материалов, как линолеум, ковролин, для клейки стеклянных конструкций.
Области применения холодной сварки металлов
Как мы уже писали в статье данным способом успешно соединяют металлы, обладающие хорошими пластическими свойствами. Этот способ нашел применение главным образом в приборостроении, для соединения алюминиевой оболочки кабелей, при изготовлении корпусов полупроводниковых приборов, при изготовлении бытовых приборов из алюминия – чайников, подставок, каркасов, в электромонтажном производстве для соединения проводов и шин внахлестку и встык при монтаже сетей связи, троллейбусных проводов, электропроводки в домах. В летательных аппаратах встык варят шпангоуты. В последнее время достигнуты успехи в соединении полупроводниковых материалов.
Одним из направлений применения данного способа является его сочетание с обработкой давлением: прокаткой, высадкой, штамповкой, вытяжкой и т.п. С помощью последней, например, получают биметаллические переходники из алюминия и коррозионно-стойкой стали, которые затем используются в бесфланцевых соединениях трубопроводов летательных аппаратов.
Последние исследования открывают широкие возможности применения в процессе производства на микроуровне и наноуровне. Кроме того, экономически оправдано её применение при соединении небольших деталей из мягких, пластичных металлов, а также тонких металлических пленок, использующих полимеры в качестве подложки.
Определение, назначение
В этой статье мы подробно рассмотрим такое универсальное и современное средство как «Холодная сварка», детально опишем области применения и разберем все нюансы при его использовании. Многие простые обыватели, услышав это определение, наверняка приходят в замешательство – что это такое и как сварка вообще может быть «холодной»? По сути, это особая клей-замазка, применяемая для соединения различных деталей, на основе эпоксидной смолы и наполнителя, отвечающего за прочность и термостойкость. Металлический порошок в наполнителе, делает шов после его высыхания похожим на сварной. От сюда он и берет свое название.
Данное средство широко применяется в области ремонтных работ при эксплуатации транспорта, трубопроводов систем отопления, водоснабжения и сантехники. Простота и эффективность в работе, без использования специального оборудования, позволяет быстро и качественно справиться с возникшими проблемами.
Холодная сварка отлично справляется с устранением, пробоин и дыр, например в бензобаке, радиаторе, глушителе и другими небольшими дефектами поверхностей из металла, также с ее помощью можно восстанавливать резьбовые соединения, путем создания копий недостающих болтов – для этого достаточно вылепить нужную форму и, пока масса не успела застыть, нарезать резьбу обычной гайкой.
Стоит отметить, что данный вид сварки оптимален в условиях, где соединяемые детали не несут серьезных нагрузок при эксплуатации. В отличие от традиционного шва, выполненного профессиональным сварочным аппаратом, сцепление, произведенное холодной сваркой, будет значительно ниже. Поэтому это средство является хоть и надежным, но временным решением, которое позволит остановить течь или добраться до сервисного центра, где уже будет возможно произвести капитальный ремонт. Именно по этому, необходимо четко осознавать цель, к которой вы хотите прийти в результате работы. Если вы, к примеру, хотите сварить батарею, закрыть небольшие отверстия, отремонтировать трубы в доме и так далее, то холодная сварка вам не только подойдёт, но и будет куда более удобной в использовании, чем свой обыкновенный аналог. Однако, если вы считаете что на деталь может оказываться физическое воздействие, то лучше воспользоваться обыкновенной сваркой, для того что бы предотвратить ситуацию, когда ваша работа окажется напрасной из-за применения силы на шов.