Технология восстановления блоков цилиндров
Содержание:
- Что подлежит ремонту в блоке цилиндров?
- Восстановление цилиндров двигателя
- Восстановление цилиндров двигателя
- Модуль контроля двигателя
- Основные дефекты и неисправности блока цилиндров двигателя
- При помощи чего проводится расточка
- Заделываем трещины в блоке и головке двигателя
- Ремонт седел клапанов
- Растачивание
- Профилактика
- Удаление накипи
- Опрессовка ГБЦ: 3 основных этапа и 2 полезных совета + видео
Что подлежит ремонту в блоке цилиндров?
В ходе проведения ремонта, рекомендуется применение специального оборудования, которое представляет собой расточной станок. Тем не менее, нельзя исключать и пользование ручными средствами, такими, как дрель. Для этого необходимо соорудить специальную насадку для расточки каналов блока цилиндров.
Перед началом выполнения работ, необходимо оценить состояние БЦ, найти неисправности и провести соответствующий ремонт.
1. Выработка поверхности рабочей части цилиндров. Является самым известным дефектом и встречается довольно часто. Устраняется путем расточки цилиндров и последующего шлифования. Таким образом, можно избавиться от различных царапин и впадин на поверхности цилиндра, которые мешают нормальному функционированию узла.
Естественный износ цилиндров происходит по причине длительной эксплуатации автомобиля. Данное явление неизбежно и, чаще всего, возникает в верхней мертвой точке. Однако, есть и другой вид износа, который появляется из-за зазоров в подшипнике коленчатого вала. Деталь начинает болтаться, а вместе с ней и шатуны, которые с помощью поршней наносят повреждения цилиндрам блока.
2. Надлом или обрывы шатунов. Это очень серьезная неисправность, которая происходит из-за плохой смазки шатунного подшипника. Он разбалтывается и в конечном итоге нарушает структуру шатуна, что приводит к многочисленным разрушениям как внутри цилиндров, так и самого коленчатого вала. Неисправность исправляется расточкой цилиндра и заменой поврежденных деталей.
3. Повреждения клапана. Происходит из-за разрушения седла и дает начало появлению на поверхности верхней части цилиндра различных дефектов. Имеет, также неблаготворное влияние и на головку блока цилиндров.
4. Трещины и задиры в гильзе. Является самой редкой неисправностью и происходит по причине неправильной затяжки болтов головки блока.
Восстановление цилиндров двигателя

Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
- тщательную очистку поверхностей БЦ;
- затем производится проверка на герметичность каналов системы охлаждения в блоке (рубашка охлаждения);
- также промываются и очищаются, а затем проверяются масляные каналы;
- далее проводится осмотр цилиндров в целях выявления различных дефектов;
- затем производится расточка/гильзовка блока, шлифовка поверхностей и т.д.
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Следующим шагом после расточки является хонингование. Нанесение хона на внутренние поверхности цилиндров выполняется абразивным мелкозернистым материалом (хонинговальный брус на хонинговальной головке). Сама хонинговальная головка крепится в шпинделе хонинговального станка. Такой станок позволяет реализовать вращательные и возвратно-поступательные движения.
Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Как правило, гильзовка блока может быть выполнена двумя способами, когда гильзу охлаждают жидким азотом или же осуществляется нагрев ответной детали. В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
Восстановление цилиндров двигателя

Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
- тщательную очистку поверхностей БЦ;
- затем производится проверка на герметичность каналов системы охлаждения в блоке (рубашка охлаждения);
- также промываются и очищаются, а затем проверяются масляные каналы;
- далее проводится осмотр цилиндров в целях выявления различных дефектов;
- затем производится расточка/гильзовка блока, шлифовка поверхностей и т.д.
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Следующим шагом после расточки является хонингование. Нанесение хона на внутренние поверхности цилиндров выполняется абразивным мелкозернистым материалом (хонинговальный брус на хонинговальной головке). Сама хонинговальная головка крепится в шпинделе хонинговального станка. Такой станок позволяет реализовать вращательные и возвратно-поступательные движения.
Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Как правило, гильзовка блока может быть выполнена двумя способами, когда гильзу охлаждают жидким азотом или же осуществляется нагрев ответной детали. В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
Модуль контроля двигателя
Его можно назвать одним из главных, поскольку этот электронный блок отвечает за сердце машины – ее мотор. ЭБУ получает информацию со множества датчиков, анализирует ее, основываясь на заложенных в прошивку алгоритмах, и посылает соответствующие сигналы на различные исполнительные устройства.
ЭБУ двигателя обменивается с другими элементами внутренней системы автомобиля по шине, называемойCAN (CANbus), объединяющей всю электронную начинку транспортного средства в сеть. Основные блоки, с которыми «общается» ЭБУ мотора:
- АКПП;
- антиблокировочная (ABS) система;
- стабилизирующие системы;
- тормоза;
- блок обеспечения безопасности;
- модуль курсовой устойчивости;
- круиз-контроль;
- климатическая установка.
Основные задачи ЭБУ двигателя:
- управление процессом зажигания;
- если двигатель инжекторный, то и управление системой впрыска;
- контроль за газораспределением мотора;
- слежение за датчиком дроссельной заслонки;
- поддержание целевой температуры в охлаждающей системе;
- анализ состава отработанных газов и контроль подсистемы рециркуляции таковых.
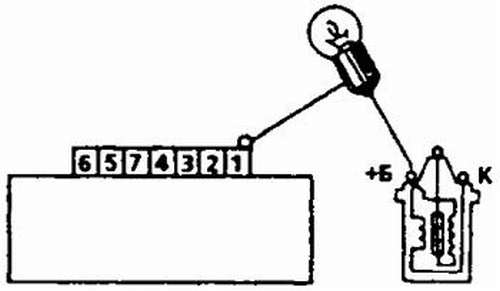
На датчики ЭБУ приходят данные с датчиков коленвала, сообщающие его частоту вращения и текущее положение. Блок считывает скорость автомобиля, параметры напряжения тока в бортовой электросети, и множество другой информации. В ЭБУ встроена система самодиагностики, которая зажигает сигнал CheckEngine на приборной панели в случае неполадок. Параллельно с этим в память ЭБУ записывается код обнаруженной ошибки, который в дальнейшем можно считать через сервисный разъем с помощью специального устройства и ПО. Это помогает определить неполадку.
На современных автомобилях часто используется диагностический универсальный разъем OBD2:
К нему подключается любое устройство, работающее по этому протоколу и умеющее «читать» данные из памяти.
Основные дефекты и неисправности блока цилиндров двигателя
Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна,
так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы. - Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Заделываем трещины в блоке и головке двигателя
Трещины в головке и блоке двигателя появляются вследствие механических повреждений, а иногда из-за замерзания воды (охлаждающей жидкости).
Способ № 1 — электросварочный или газовый.
Если блок двигателя вашего автомобиля чугунный, как например у ВАЗа, необходимо концы трещины засверлить 5-милиметровым сверлом и разделать шлифовальным кругом по всей длине, под углом 90 градусов на глубину 4/5 от толщины стенки блока. Перед тем как приступить к сварке, блок необходимо нагреть до температуры 600…650°С. Используя нейтральное пламя газовой сварки, при помощи флюса и чугунно – медного присадочного прутика Ø 5 мм, нанесите сплошной ровный слой
Обратите внимание, чтобы шов выступал над поверхностью метала, не больше чем на 1,0…1,5 мм. По окончанию сварочных работ, следует медленно охладить блок в томильной яме или в термошкафу
Заварку трещины также можно осуществлять без нагревания блока, используя при этом электросварку с постоянным током обратной полярности.
Как вариант можно использовать также электросварку с применением медных электродов, которые обернуты жестью, приварив заплатку из мягкой стали, которая имеет такую же толщину, как и стенка блока. После завершения, сварочные швы покрываются эпоксидной пастой.
Способ № 2 при помощи эпоксидной пасты.
Поверхность блока и трещины необходимо до блеска зачистить металлической щеткой с обеих сторон трещины. По концам трещины нужно просверлить отверстия Ø 3…4 мм, после нарезать в них резьбу и ввинтить заглушки из алюминиевой или медной проволоки, так чтобы они были заподлицо. Трещина обрабатывается по всему периметру абразивным кругом или зубилом на глубину до ¾ от толщины стенки, под углом примерно 60…90°. Затем необходимо вокруг трещины (30 мм), сделать насечки при помощи зубила, для придания поверхности шероховатости. Обезжирьте поверхность бензином или ацетоном. После этого аккуратно, при помощи шпателя, нанесите первый слой эпоксидной пасты, после этого — второй слой толщиной минимум 2 мм. Толщина всего слоя по всей поверхности трещины должна составлять от 3 до 4 мм. После этого нужно дать пасте затвердеть в течение суток. Если есть возможность обеспечить подогрев при температуре 100°С, шов затвердевает в течении 3 часов. Завершительная стадия — зачистка поверхности при помощи напильника или абразивного круга.
Способ № 3 с использованием эпоксидной пасты и заплаты из стеклоткани
Подготовка такая же, как и в предыдущем способе, только на этот раз слой пасты необходимо накладывать на заплатку из стеклоткани, после пропитать ее пастой и пройтись по ней роликом. От края трещины до края заплаты, или пробоины должно быть расстояние – не менее 15-20 мм. Следующим слоем заплаты можно перекрыть предыдущий на 10-15 мм с каждой стороны. Этих слоев можно сделать около 8, но не более. Как только нанесли последний слой, покройте его пастой.
Источник
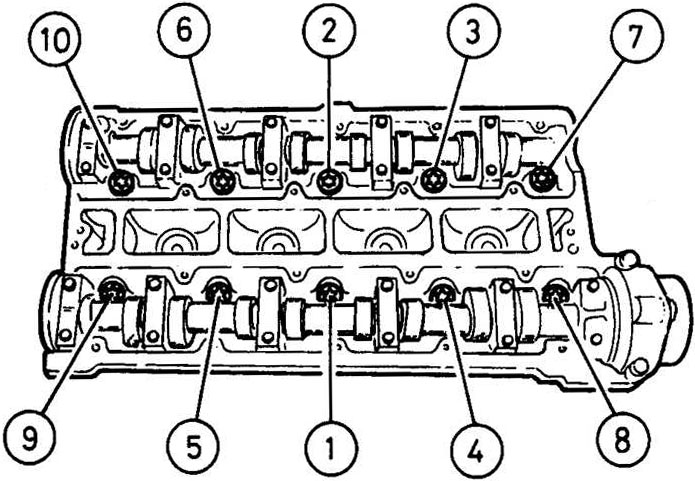
Ремонт седел клапанов
Наряду с БЦ может понадобиться и ремонт головки блока цилиндров двигателя. Если износ седел клапанов небольшой, то это можно устранить простой притиркой клапана к седлу. Если износ значительный, тогда седло фрезеруется конусной фрезой. Первым делом обрабатывают фрезой черновой с углом 45 градусов. Далее выбирают фрезу с углом 75 градусов. После берут деталь углом в 15 градусов. Затем можно обрабатывать седло чистовой фрезой.
Фрезеровка будет эффективная только тогда, если направляющие клапанов имеют минимальный износ или вообще новые.
В процессе ремонта блока цилиндров 406 двигателя после фрезеровки седло шлифуется конусными камнями дрелью и притирается клапан. Если износ седел большой, то гнездо нужно расточить на станке торцевыми фрезами и запрессовать туда чугунное кольцо, которое затем нужно обработать в вышеописанной последовательности.
Если есть возможность замены сменного седла, то для облегчения ремонта головки блока цилиндров 406 двигателя просто меняют старое седло на новое.
Растачивание
Ремонт чугунных блоков цилиндров двигателя может выполняться и таким образом. Используют расточные стационарные и мобильные станки. Мобильные вертикально-расточные агрегаты крепят в процессе непосредственно к блоку. При этом для обработки первого и третьего цилиндров станок закрепляют сверху болтами, которые пропускаются через второй цилиндр. Перед тем как окончательно закрепить станок, шпиндель его тщательно центрируется с помощью кулачков. Резец настраивают на необходимый размер при помощи микрометра или нутромера.
Минусом растачивания считается необходимость последующей доводки – на поверхности без доводки остаются следы работы режущего инструмента. Доводку при ремонте блока цилиндров дизельного двигателя, бензиновых агрегатов выполняют в специальных или сверлильных станках. В более простых случаях можно обойтись электродрелью и доводочной головкой с абразивными камнями. В процессе любой доводки обрабатываемый цилиндр обильно поливают керосином.
В конце обработки конусность, а также эллипсность не должны быть более 0,02 мм. Алмазное растачивание выполняют твердосплавными резцами на малых подачах и больших скоростях. Лучше работать на специальных расточных станках.
Профилактика
Любую неисправность легче предупредить, чем отремонтировать. Ресурс ГБЦ определяется порядка 300 тысяч километров пробега. Прокладка вообще считается «вечной» деталью, которая способна пережить срок службы всего автомобиля. Только надо все делать правильно.
Причины проблем ГБЦ
Основные причины проблем головки блока цилиндров:
- перегрев мотора;
- неквалифицированный ремонт;
- неправильная затяжка болтов;
- форсирование двигателя (тюнинг);
- низкое качество топлива.
Если слишком часто и подолгу ездить с повышенной нагрузкой, на пределе возможностей двигателя, весьма вероятна распространенная проблема – прогорание прокладки ГБЦ. Старайтесь избегать затяжных поездок на низкой передаче с предельной нагрузкой. Также причиной перегрева может стать неисправность системы охлаждения.
Неквалифицированный ремонт и попытки форсировать мотор также могут стать причиной дефекта ГБЦ или прокладки. Обращайтесь только в проверенные автомобильные мастерские. За самостоятельный ремонт двигателя можно браться только в том случае, если есть навыки и опыт.
Использование низкосортного бензина тоже может стать причиной неисправности ГБЦ. Топливо низкого качества часто детонирует, температура поднимается выше расчетных величин, прокладка прогорает, головку может повести.
Присадки «Супротек» – отличный вариант профилактики проблем головки блока цилиндров
Чем раньше начать заботиться о двигателе, тем выше шансы избежать проблем. Например, не обязательно дожидаться, когда двигатель начнет перегреваться из-за плохой работы масляного насоса, и это скажется на состоянии ГБЦ. Не нужно ждать, когда застучат гидрокомпенсаторы клапанов.
При первых признаках неисправности следует добавить в моторное масло триботехнический состав Suprotec Active Plus. Первые признаки – это не стуки, или перегрев охлаждающей жидкости. Меры следует принимать, если появились даже косвенные признаки: незначительное падение мощности двигателя, чуть увеличившийся расход горючего, сложности с запуском двигателя на холодную.
Присадка Супротек Актив Плюс Бензин для бензинового двигателя
Присадка для бензиновых и газовых двигателей с пробегом более 50 000 км. Может применяться для форсированных и турбированных двигателей.
подробнееотзывы
Присадка Супротек Актив Плюс Дизель для дизельного двигателя
Присадка для дизельных двигателей с пробегом более 50 000 км. Может применяться для форсированных и турбированных двигателей.
подробнееотзывы
Действие средства Active Plus от компании Suprotec направлено на оптимизацию работы движущихся элементов силового агрегата: клапанов, компенсаторов, насосов и плунжеров. Состав создает на поверхности пар трения слой из наночастиц, который частично восстанавливает геометрию, снижает трение и помогает удерживать более плотную масляную пленку.
Конечно, если двигатель изношен выше допустимого предела, никакой состав не поможет, придется ремонтировать или менять головку блока цилиндров и другие узлы.
Удаление накипи
Накипь в водяной рубашке ухудшает охлаждение двигателя, вызывает его перегрев и потерю мощности. Для удаления накипи все круглые отверстия водяной рубашки закрывают деревянными пробками, а к фасонным отверстиям привертывают пластины с резиновыми прокладками. Затем в рубашку заливают раствор следующего состава:
- Каустическая сода: 50 г.
- Керосин: 10 г.
- Вода: 1 л.
Через 6—8 час. раствор выпускают и рубашку промывают водой.
Блоки с алюминиевыми головками (автомобилей М-20 «Победа», ГАЗ-51) промывают 3%-ннм раствором соляной кислоты, который заливают на 30—40 мин.; после этого раствор выпускают и рубашку цилиндров промывают чистой водой.
Опрессовка ГБЦ: 3 основных этапа и 2 полезных совета + видео
Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива. Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.
Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Стоимость опрессовки ГБЦ зависит от используемого оборудования и необходимого объёма работ. Однако эти затраты значительно меньше, чем стоимость новой головки, поэтому за техническим состоянием двигателя нужно постоянно следить.
Опрессовку блока цилиндров и головки блока цилиндров желательно проводить в механической мастерской с применением специального оборудования. При проведении работ там используются специальные стенды, оснащённые необходимым инвентарём для опрессовки.
Они включают в себя:
- нагревательные элементы;
- ванну с крышкой;
- подъёмный и поворотный механизм;
- датчики температуры и давления;
- управляющую панель.
Профессиональные стенды выполняются из нержавеющей стали. Они рассчитаны на длительные рабочие циклы и позволяют выполнять точную и безопасную опрессовку головок и самих блоков цилиндров.
Места утечек определяют по пузырькам, которые показывают, где из головки выходит воздух. Для более удобного поиска установки допускается поворачивать головку на угол до 360°.
Порядок проведения работ:
- вначале нужно заглушить резиновыми прокладками и плексигласовыми пластинами выходы каналов системы охлаждения;
- затем необходимо подать внутрь воздух под давлением 6 атмосфер;
- после этого следует опустить ГБЦ в ванну с горячей водой и подержать там около 30 минут.
В процессе прогрева детали трещины расширяются и появляются пузырьки воздуха, который под давлением выходит наружу. По результатам диагностики принимается решение о необходимости ремонта двигателя. Иногда трещину ГБЦ или БЦ можно убрать при помощи сварки. Это должен делать квалифицированный специалист.
Опрессовка ГБЦ в домашних условиях
Можно проводить опрессовку головки блока цилиндров и в домашних условиях. Для этого потребуется ванна и оснастка для герметизации выходных отверстий. Нужно вырезать пластину из плексигласа и отверстия под шпильки и цилиндры. Разметить их расположение можно по прокладке. Потом нужно закрыть выходные отверстия ГБЦ резиновыми прокладками и прикрутить пластину и штуцер для подачи воздуха под давлением. Когда все отверстия будут надёжно загерметизированы, можно приступать к нагреву головки в ванне и подаче воздуха через снабжённую штуцером заглушку.
Можно опрессовать ГБЦ своими руками и без ванны, но точность такого способа невелика. Для этого нужно в загерметизированную головку подавать горячую воду под давлением вместо воздуха. Дефекты определяют по течи или появлению воды на поверхности.
Ещё один способ опрессовать головку блока цилиндров предусматривает ввод керосина вместо воды. Для этого головку нужно перевернуть вверх камерами, ввернуть свечи и залить в неё керосин. Керосин обладает большой текучестью и может проникать в самые мелкие трещины. Наличие дефектов определяют по потёкам на поверхности и уменьшению уровня керосина в камере.
Решение о ремонте двигателя
При нарушении герметичности охлаждающая жидкость может попадать в масло, а оно появляется в системе охлаждения. Это приводит к перегреву двигателя. Из-за этого увеличивается износ деталей, что может привести к заклиниванию двигателя. Если опрессовка выявила наличие трещин и нарушение герметичности, требуется ремонт двигателя.
Восстановление одной из главных частей автомобиля должны проводить квалифицированные мастера на специальном оборудовании. Своевременная диагностика и ремонт предотвратят неожиданные поломки и продлят срок эксплуатации агрегата.
Пожалуйста, оцените этот материал!
(3 оценок, среднее: 4,00 из 5) Загрузка.
Источник