Сварка кузова инвертором: основные правила работы и нюансы сварочных процессов для качественного соединения
Содержание:
- Процесс сварки кузова автомобиля полуавтоматом
- Подготовка и проверка оборудования
- Технология сварки
- Сварка кузова атомобиля полуавтоматом
- Можно ли варить кузов автомобиля сварочным инвертором
- Области наиболее подверженные гниению, которые нуждаются в сварке
- Полезные советы
- Сварка полуавтоматом
- Сварочные работы для кузова автомобиля
- Виды сварочных аппаратов
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
-
далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;
-
теперь к баллону с углекислым газом подключается редуктор так, как показано на фото;
-
бобина со сварочной проволокой закрепляется в аппарате, после чего конец проволоки заводится в подающий механизм;
-
сопло на горелке откручивается пассатижами, проволока продевается в отверстие, после чего сопло прикручивается обратно;
- после заряжания аппарата проволокой с помощью переключателей на передней панели аппарата выставляется полярность тока сварки: плюс должен быть на электрододержателе, а минус на горелке (это так называемая прямая полярность, которую ставят при работе с медной проволокой. Если же сварка производится обычной проволокой без медного покрытия, то полярность необходимо поменять);
-
теперь аппарат подключается к сети. Горелка с электрододержателем подносится к ранее подготовленному свариваемому участку. После нажатия кнопки на электрододержателе раскалённая проволока начинает выдвигаться из сопла, одновременно открывается подача углекислого газа;
-
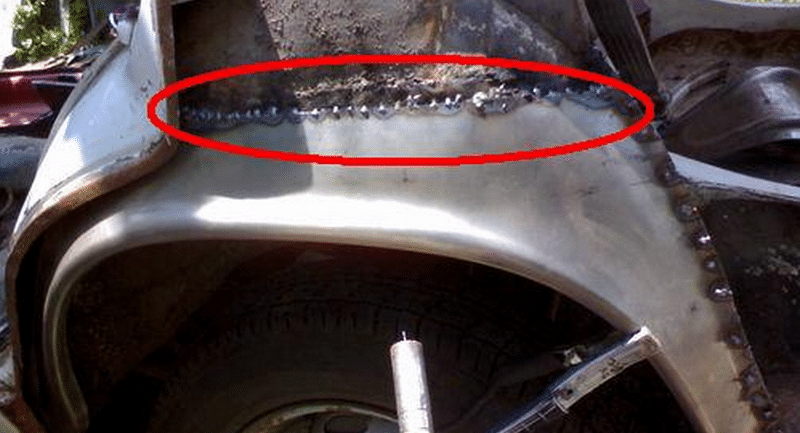
если сварной шов будет длинным, то сварка производится в несколько приёмов. Вначале привариваемый участок «прихватывается» в нескольких точках. Затем делается 2–3 коротких шва по линии соединения. Они должны отстоять друг от друга на 7–10 см. Этим швам необходимо дать остыть в течение 5 минут;
-
и только после этого оставшиеся участки соединяются окончательно.
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома
А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой
Главная →
Обслуживание и Ремонт → Кузовные работы →
Подготовка и проверка оборудования
Независимо от того, какой метод сварки был выбран, необходимо провести ряд подготовительных операций.
Подготовка к сварке автомобильного кузова полуавтоматом
- перед началом работы сварщик должен убедиться в том, что направляющий канал в сварочной горелке соответствует диаметру используемой проволоки;
- диаметр проволоки обязательно следует учитывать и при выборе сварочного наконечника;
- сопло аппарата осматривается на предмет металлических брызг. Если они есть, их необходимо удалить наждачной бумагой, в противном случае сопло быстро выйдет из строя.
Что стоит сделать перед тем, как начать инверторную
- надёжность электродных креплений тщательно проверяется;
- проверяется целостность изоляции на кабелях, всех соединениях и на электродержателе;
- проверяется надёжность креплений основного сварочного кабеля.
Технология сварки
Так как кузовной металл является очень тонким (от 0,8 до 1 мм), то выполнять сварочные работы следует с особой тщательностью. Для этого необходимо соблюдать следующие технологические правила:
- использование электродов допускается толщиной не более 2 мм;
- в зависимости от толщины металла допускается выбор сварочного тока только в отношении свариваемых внахлест деталей. Если сварка идет встык, то для того, чтобы избежать горения металла, силу сварочного тока следует уменьшить (подбор осуществляется на аналогичном по типу металле путем коррекции силы тока в зависимости от получаемого результата);
- если речь идет о сварке тонкого металла с использованием длинных электродов, желательно помогать второй рукой, фиксируя электрод для установления дуги (однако, касаться до электрода можно только в специальных защитных сварочных перчатках – крагах);
- сварочный шов может осуществляться точечно (точечная сварка), а может непрерывным методом. Однако в каждом конкретном случае следует следить за движениями электрода с целью исключения горения металла;
- если необходимо закрепить новую деталь, то сначала ее нужно приложить к старому металлу, закрепить, чтобы избежать скольжения, а затем выполнить сварку двумя этапами: на первом этапе делаются «прихватки» – сварочный шов в данном случае не превышает по длине 2 см, а расстояние между швами не может быть более 6 см; следующим этапом становится наложение сплошного шва с целью завершения скрепления двух деталей.
При выполнении сварочных работ необходимо защищать глаза с помощью маски с затемненным стеклом (степень затемнения стекла зависит от того, какой вид сварки используется), руки должны быть закрыты перчатками (крагами), задерживающими попадание на кожу капелек раскаленного металла.
Одежда сварщика не может быть синтетической, так как потребуется избежать риска ее возгорания.
Сварка кузова атомобиля полуавтоматом
Так как же восстановить кузов на автомобиле с помощью сварки? Имея в наличии простой полуавтомат (у нас это TOP MIG 250C). Мы расскажем какие простые способы способы сварки возможно использовать на тонком металле при реставрации кузова.
Какой сварочный аппарат нужен для сварки деталей кузова автомобиля? При необходимости варить тонкий кузовной металл, толщиной порядка 0,8 -1 мм, а не жечь в нём дырки, сварочный аппарат должен быть углекислотным полуавтоматом. Если подробнее то углекислотный полуавтомат, это сварочник который варит проволокой, автоматически подаваемой в зону сварки, или аппарат, предназначенный для сварки неплавящимся (вольфрамовым) электродом в среде защитного газа. На западе такие автоматы имеют абревиатуру MAG и TIG, о том что это значит чуть далее. Причём, углекислотный полуавтомат можно назвать основным видом сварочных аппаратов для гаражников, и сервисов выполняющих кузовной ремонт. Углекислотный аппарат наиболее универсальный и доступный среди всех сварочников, которыми можно выполнить качественно кузовной ремонт. Он может варить стальной лист толщиной от 0,8 мм и вплоть до 5-6 мм. То есть углекислотный автомат вполне заменит сварочный аппарат на электродах, а вот наоборот уже не получится. При этом стоит отметить, что качество сварки (провар и исключение напряжения металла в околошовной зоне) даже для грубого железа здесь получится на порядок выше. Надо заметить и следующее, если научиться варить электродом – долгий и не простой процесс, то научиться варить углекислотным полуавтоматом значительно быстрее и проще, так как от вас не требуется умение зажигать и поддерживать дугу во время сварки. То есть, квалификация сварщика на полуавтомате может быть ниже, но качество при этом шва будет выше. Суммируя всё вышесказанное, можно убедительно заявить, что гаражная сварка кузова автомобиля – это прежде всего электрическая сварка в среде защитного газа выполняемая полуавтоматом.
Сварочная проволока для полуавтомата. Проволока должна быть омеднённой, нашей, или импортной. Наша проволока может называться СВ08Г2С, или СВ08Г2 (диаметр 0,8 мм). Сварка будет успешной с любой проволокой, лишь бы она была омеднённой и без грязи и ржавчины. В некоторых случаях сварка может вестись так называемой “флюсовой”, или “самозащитной” проволокой. Она сделана по технологиям порошковой металлургии и содержит защитный флюс, и, следовательно, не требует применения защитного газа. Но такая проволока значительно дороже обычной, да и сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа. Наиболее распространённый диаметр сварочной проволоки – 0,8 мм. Её можно купить практически в любом сварочном отделе любого инструментального и даже хозяйственного магазина. Этой проволокой можно варить как тонкий (0,7 – 0,8 мм), так и достаточно толстый металл – 4 мм и толще. Если вы специализируетесь на сварке тонкого (от 0,6 мм) металла, то удобнее использовать проволоку диаметром 0,6 мм. Этой же проволокой вы можете варить и толстый металл – от 4 мм и толще. Кстати, проволока диаметром 0,6 мм бывает только импортная. Во всяком случае, лично мне отечественная проволока такого диаметра не попадалась.Технику выполнения и основные секреты качественной сварки кузова автомобиля Вы можете посмотреть в нашем видео ниже.
Срок службы современных автомобильных кузовов долгим не назовёшь. У отечественных машин он составляет максимум лет десять. Кузова современных иномарок живут чуть дольше — лет пятнадцать. По истечении этого срока автовладелец неизбежно начнёт замечать признаки разрушения, с которыми нужно будет что-то делать. Кроме того, кузов можно повредить и во время ДТП. Какой бы ни была причина, выход почти всегда один: варить. Если вы уверены в своих силах, можно попробовать сделать сварку кузова автомобиля своими руками.
Можно ли варить кузов автомобиля сварочным инвертором
Корпус авто является важной частью транспортного средства, как и прочие узлы или детали. Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида
Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля
Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Какой правильно варить кузов автомобиля
Если вы найдете ошибку в тексте, выделите её мышью и нажмите Ctrl+Enter. Спасибо.
Из статьи вы узнаете, чем опасна коррозия, какой сваркой лучше варить кузов автомобиля, а также какое необходимо другое оборудование для проведения работ, как подготовить кузов перед сваркой, нюансы проведения работ.
Неотвратимость процессов ржавления кузова
Автопроизводители постоянно повышают качество своей продукции. Автомобили оснащаются силовыми установками и трансмиссиями, способными отработать значительный срок без проведения капитального ремонта.
Но есть и составляющие, которые даже при самых современных технологиях могут очень быстро получить повреждения. К таким частям можно отнести кузов.
Несущая часть авто постоянно подвергается негативному воздействию окружающей среды. Влага, химические средства, резкие перепады температур становятся причиной возникновения коррозионных процессов, которые, если не принимать мер, могут нанести существенный ущерб кузову, и сделать его практически непригодным для использования.
Чем опасна коррозия
На начальном этапе коррозия запросто устраняется специальными средствами с последующей покраской элемента.
Но есть одна достаточно серьезная проблема – ржавчина обычно появляется в скрытых местах (днище, пороги, колесные арки) и своевременно обнаружить ее сложно.
На видимых же частях кузова следы коррозии появляются уже когда процессы разрушения металла развились и устранить их обработкой химией уже не получиться.
Если вообще не принимать никаких мер, то за сравнительно короткий срок несущая часть авто потеряет возможность выдерживать нагрузки, что приведет к перекосам и «уводу» кузова.
К тому же автомобиль потеряет свою презентабельность – коричневый налет на видимых элементах и дыры явно не делают машину визуально красивой.
Методы решения проблемы
Вариантов решения проблемы – три. Первый из них, своевременно проводить антикоррозийную обработку кузова.
Другим из методов избавиться от ржавчины на кузове является замена всей несущей части. Вот только все это обойдется в немалые деньги. Ведь придется не только приобретать кузов, но еще затем и решать проблемы с госорганами, поскольку документально после замены несущей части получаем, по сути, новый автомобиль. В общем, такой вариант подходит далеко не всем.
Третий способ решения проблем с появившейся ржавчиной – вырезать поврежденные коррозией участки и затем заделать все при помощи сварочного аппарата.
Этот вариант считается достаточно распространенным из-за сравнительной дешевизны, и при правильном подходе следы восстановления кузова не заметны. При этом никаких проблем с органами не возникнет, поскольку у машины кузов будет «родным».
Положительным моментом проведения восстановительных работ кузова при помощи сварки является возможность выполнения в гаражных условиях, поскольку для этого требуется не так уж и много оборудования, а научиться управляться сварочным аппаратом можно за пару часов на подручных материалах.
Основная проблема в сварке кузова своими руками заключается в том, что толщина металла разных составляющих несущей части отличается и варьируется от 0,7 до 3 мм.
К тому же иногда приходится сварить между собой разные по толщине металлические элементы. При неправильной настройке сварочного аппарата, металл запросто можно прожечь, то есть все работы, по сути, будут насмарку.
Читайте по теме: Как убрать ржавчину с кузова автомобиля.
Области наиболее подверженные гниению, которые нуждаются в сварке
После истечения срока, который описан выше, кузов автомобиля чаще всего начинает гнить. Сначала это может никак не сказаться на характеристиках, однако со временем гниение может привести к тому, что автомобиль полностью сломается.
Если вы приобрели машину, возраст которой больше десяти-пятнадцати лет, вам нужно внимательно изучить ее кузов. Участки, пораженные гниению, необходимо ремонтировать как можно скорее. В идеале нужно менять кузов автомобиля капитально, однако не у всех на это есть средства.
Для ремонта прогнивших частей кузова используется не что иное, как сварка. С ее помощью можно без особых трудностей отремонтировать пораженную область. Итоговый результат нисколько не уступает в характеристиках заводскому состоянию кузова.

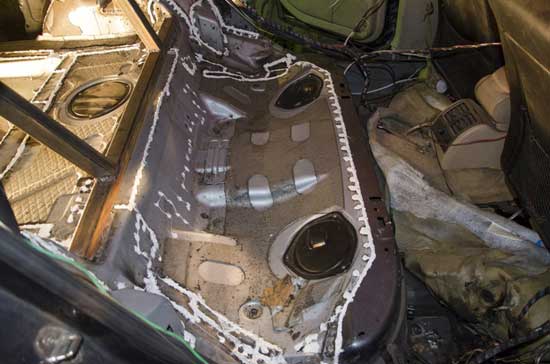
Чаще всего первыми начинают гнить такие детали автомобиля как двери, области под крыльями и бамперами. Эти места больше всего подвержены процессу загрязнения в процессе эксплуатации. Также двери во многом подвергаются гниению из-за человеческого фактора – водитель и пассажиры наступают на пороги грязной обувью и т.д. Помимо вышеперечисленных частей, гниению может подвергаться внутренняя область багажника, именно то место, в котором размещается запасное колесо. Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Чаще всего полностью убрать обширные области гниения можно только с помощью капитального ремонта. В специализированных центрах для этого используется профессиональное оборудование. Этот процесс также затратный, в том случае если вы не располагаете необходимыми средствами, то вы вполне можете сварить нужное место самостоятельно. Однако перед тем как приступить к ремонту, нужно досконально понять, как выполнять сварочные работы, а также каким из многочисленных способов сварки всего варить кузов автомобиля.
Полезные советы
Для ремонта днища автомобиля своими руками специалисты рекомендуют использовать полуавтоматы. Присадка подается с фиксированной скоростью, горелка обеспечивает равномерный нагрев. Шов получается качественным, ровным. При работе с электродами удобен инвертор с дополнительными функциями, поддерживающими постоянный режим работы. Они снижают риск залипания электрода.
До раскроя листа металла определяют точные размеры зоны дефектов. Заплатка должна подходить по размеру, прилегать по геометрии. Для деформации лист долго не прогревают – снижаются прочностные характеристики сплавов, они становятся рыхлыми. Движения руки с держателем или насадкой должны быть равномерными, без рывков. Большие участки соединяют прерывным швом, промежутки оставляют до 3 см. Такие соединения лучше выносят динамические нагрузки, повышаются прочностные параметры кузова. Подобные соединения требуют прочного изоляционного покрытия. Мастика спасает от попадания влаги в микроскопические зазоры.
Для работы с оцинкованным железом применяют защитные флюсы, они сохраняют покрытие от вскипания и выгорания. Зная тонкости процесса, выполнить соединение несложно. Главное – не торопиться, тщательно подготовить поверхности перед работой. Нельзя пренебрегать антикоррозийными работами. Днище подвергается большой химической нагрузке в процессе эксплуатации. Защитные составы наносят ровным слоем.
Сварка полуавтоматом
Сваривание полуавтоматом является самым распространенным видом соединения деталей. Автомобили не являются исключением.
В полуавтомате роль электрода выполняет проволока, которая подается из вставленной в аппарат бобины. Само сваривание происходит в защитной газовой среде.
Авто сварка полуавтоматом имеет много преимуществ. С помощью этого оборудования становится возможным без особых трудностей достать с целью соединения детали, расположенные в труднодоступных местах. Этим способом можно пользоваться при ремонте автомобилей и грузовиков большого размера. С помощью полуавтомата выполняются швы различной ширины.
Устройство полуавтомата от остального подобного оборудования отличается специфичностью расходных материалов — вместо электродов при сварке используется проволока. Она подается во время процесса сварки в автоматическом режиме, что является крайне удобным.
Ремонт авто сваркой полуавтоматом является эффективным способом, приводящим без применения особых усилий к хорошему результату. С помощью этого оборудования можно производить ремонт деталей толщиной от 0,7 до 4 миллиметров. В этот диапазон укладываются, как тонкие крылья, так и массивные лонжероны. Сварка автомобиля полуавтоматом — наиболее приемлемый вариант, если предстоит ремонтировать кузов машины.
Сварку различных деталей автомобиля наиболее часто производят методом их стыка. Это исключает образование лишних утолщений на поверхности. Таким методом можно ставить на поверхность деталей в необходимых местах небольшие заплатки или вставки при условии, что в дальнейшем на них не будет оказываться значительное усилие. Полуавтоматом можно выполнять различные виды соединений.
С кромок соединяемых деталей предварительно необходимо снять фаски, если толщина деталей превышает два миллиметра. В остальных случаях можно обойтись без этого. Необходимо свести к минимальному значению величину зазоров между соединяемыми деталями, а лучше совсем обойтись без них. Наиболее популярным среди автомобильных сварщиков методом служит соединение внахлест.
Автомобильная сварка с помощью полуавтомата позволяет выполнять различные типы швов:
- точечный;
- сплошной внахлест;
- сплошной прерывистый внахлест;
- сплошной прерывистый встык.
При точечном способе сварки деталей автомобиля полуавтоматом соединение происходит путем наложения не сплошного шва, а отдельно стоящих через определенные промежутки точек. Интервал между ними зависит от протяженности соединения. Он может находиться в диапазоне от нескольких миллиметров до нескольких сантиметров.
Заваривать швы полуавтоматом можно при различном положении деталей, а, следовательно, и шва. Наиболее удобной является сварка сверху в горизонтальном положении. В этом положении также можно применять и сварку внизу. Для того, чтобы выполнять вертикальный шов, свариваемые детали должны располагаться в вертикальной плоскости. При этом необходимо предусмотреть возможность стекания раскаленного металла вниз по линии шва.
Перед началом сварки необходимо провести подготовительные операции по очистке поверхностей и настройке полуавтомата. Для сваривания тонких поверхностей следует установить «1», «макс», а плавность регулировки на «7». Для толстых листов больше подойдет установка соответственно «2», «макс», «8».
Если при сварке полуавтоматом образовались прожоги, то это означает, что был выбран слишком большой ток. На поверхности может образоваться капелька застывшего металла, образовавшаяся из раскаленной проволоки. Ее после окончания работы необходимо убрать.
Если по время работы проволочку слишком сильно прижимать к поверхности, то будет возможна поломка подающего механизма. Если проволока будет скользить по поверхности, это наоборот, означает, что прижимное усилие недостаточно.
Для сварки кузова самым подходящим будет углекислотный полуавтомат. Его применение обеспечит надежную сварку деталей толщиной до шести миллиметров. Сваривать он может, как черные, так и цветные металлы.
Такой полуавтомат требует применения углекислого газа в баллоне. Также необходим редуктор для снижения давления. Для сваривания цветных металлов целесообразно применить аргоновую сварку. Наличие легко воспламеняющегося газа потребует осуществления дополнительных мер по обеспечению безопасности процесса.
Полуавтоматический сварочный аппарат для сварки автомобиля является гарантией получения красивого качественного шва, поэтому его целесообразно использовать, если предстоит сварка на дорогом автомобиле.
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
К примеру:
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
Схема точечной сварки.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла;
- холодная сварка для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.
Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.
Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Виды сварочных аппаратов
Чаще всего подлежат ремонту кузовные детали. Прежде чем выяснить, какой сваркой варить кузов, необходимо определить, из чего он состоит. В основе корпуса машины лежат низколегированные стали, предусматривающие составе титан, или углеродные стали. Толщина материала обычно составляет от 0,6 до 0,8 миллиметров. В связи с этим для сварки авто допускаются приборы трех типов:
- ручного дугового — основным элементом является сварочный выпрямитель, обеспечивающий нижний шов;
- газового — сварочные работы выполняются при помощи горелки;
- полуавтоматического — соединение обеспечивается благодаря баллону с углекислым газом и проволоке.

Выбор сварочного аппарата зависит от целого ряда факторов. Самостоятельно производить сварочные работы можно при наличии специального опыта или образования.
Сварка полуавтоматом
Сварка полуавтоматом признана наилучшим универсальным методом соединения компонентов транспортного средства. Этот метод эффективен при восстановлении ржавого покрытия. Полуавтомат позволяет создать и приварить заплатку. Для сварки используется специальная проволока. С ее помощью можно соединить металлические листы толщиной до шести миллиметров.
Полуавтоматический сварочный аппарат обеспечивает комплекс преимуществ:
- высокая прочность соединений;
- возможность монтажа заплатки на металл, пораженный коррозией;
- выпрямление вмятин.

Варить автоматом просто, поэтому оборудование допускается к самостоятельному использованию. Полуавтоматический сварочный прибор при работе устраняет кислород, в результате чего металл плавится, но не сгорает. При необходимости углекислотный автомат можно использовать для соединения алюминиевых или нержавеющих деталей.
Как варят инвертором
В основе инверторного сварочного аппарата лежит высокочастотный электрический ток. В домашних условиях и сервисных центрах аппарат применяется со времен СССР. Этот способ используется, если сваривается:
- бампер;
- дополнительные рамы;
- задние и передние лебедки;
- бычьи планки;
- противотуманные фары (при перемещении их на крышу транспортного средства).

Инвертор обеспечивает высокую скорость выполнения задачи, прочность и надежность швов. Использование этого прибора с электродом допускается, если толщина свариваемого листового металла составляет от 3 миллиметров.












