Прирезка седел клапанов ваз
Содержание:
- Как работает клапанный механизм автомобильного двигателя
- Прирезка седел клапанов
- Стоимость услуг
- Когда нужно менять направляющие?
- Как восстановить седла клапанов
- Устройство клапанного механизма – принцип работы и возможные неисправности
- Механическая обработка нового седла
- Замена седел
- Как поменять седло клапана: фото- видео инструкция
- Замена седел клапанов своими руками – разбираем специфику работы
- Седло — нагнетательный клапан
- Как восстановить седла клапанов
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.
В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.
Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Прирезка седел клапанов
При замене клапанов или седел клапанов необходимо выполнить операцию, которую называют прирезкой клапанов. Необходимый для этого инструмент (один и тот же) называют разверткой, зенковкой, зенкером, а иногда шарошкой. Судя по конической форме, это скорее зенковка.Прирезка клапанов это несложная но ответственная операция при ремонте двигателя. А если вам неохота возиться с ремонтом проще продать или купить машину на car.ru. Необходимые углы прирезки есть в каждом руководстве по ремонту. Строго обязательный из них только угол самой фаски для клапана. Для двигателей ВАЗ это 45. Углы, которые должны быть на новых седлах головки блока цилиндров, показаны на этом рисунке.
Минимальный набор зенковок содержит одну зенковку для впускного, одну для выпускного и направляющая. На практике такой набор для ремонта бесполезен. Понятно, что при доработке седла клапана, размер конической поверхности будет расти и фаска станет больше оптимальной. Поэтому гнезда клапанов, обрабатываемые при ремонте, делают по следующему рисунку.
Чтобы выполнить такую форму седел, нужен набор, в котором шесть зенковок: три для впускного и три для выпускного клапана. Зенковки могут быть цельные из быстрорежущей стали или с пластинами из твердого сплава. В Тольятти можно купить набор из 6 зенковок, с напаяными твердосплавными пластинами за 1300 рублей.
Поверхность фаски на седле клапана должна быть соосна управляющей втулке. Поэтому состав комплекта обязательно входит направляющая. В самом простом случае направляюкщая одновременно является шпинделем для зенковки. Зенковка одевается на направляющую и фиксируется шпонкой или другим способом. Конец направляющей смазывают маслом, вставляют во втулку клапана. При обработке направляющей скользит по втулке. Это не всегда удобно, но допустимо если вам нужно отремонтировать только свой двигателя. Более сложный вариант, когда направляющая вставляется во втулку и крепится неподвижно. Для вращения фрезы используется отдельная рукоятка. В таком случае направляющие, их еще называют пилот, могут быть под разные диаметры втулок при одинаковом размере фрез. Универсальный импортный набор инструментов включающий несколько зенковок разного размера, вороток и несколько направляющих может стоить до тысячи долларов.
Порядок работы следующий. Сначала зенковкой с углом 45 градусов обрабатывают фаску седла до тех пор пока не получат аккуратную конусную поверхности. При этом надо убрать все дефекты и черноту.Следующей применяют зенковку с углом 75, а затем 20 градусов. В результате фаску с углом 45 градусов нужно уменьшить до ширины один полтора миллиметра.
Стоимость услуг
Цена, руб.
Ремонт ГБЦ, полная программа (сборка / разборка, замена направляющих, правка седел, притирка, МСК) без правки старых клапанов
Для двигателей ВАЗ 2101–21083, «Таврия»
Для двигателей автомобиля «Ока»
Для двигателей ГАЗ-402, АЗЛК
Для двигателей ГАЗ-406, ВАЗ 2112
Сборка ГБЦ, регулировка зазоров
Для двигателей ВАЗ 2108–21083
Рассухарить клапана (за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, «Ока», «Таврия»
Для двигателей иномарок и мототехники
Засухарить клапана (за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, «Ока», «Таврия»
Для двигателей иномарок и мототехники
Замена маслосъемных колпачков (за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, «Ока», «Таврия»
Для двигателей иномарок и мототехники
Замена направляющих втулок клапанов (за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, «Ока», «Таврия»
Для двигателей автомобилей ВАЗ 2112; ГАЗ-402, ГАЗ-406, АЗЛК
Для двигателей иномарок и мототехники (в том числе разворачивание отверстий под ремонтные клапана)
Правка седел (за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-406, «Ока», «Таврия»
Для двигателей автомобилей ГАЗ-402, АЗЛК
Для двигателей иномарок и мототехники
Правка седла по спецпрофилю на станке с ЧПУ
Правка рабочей фаски старого клапана, чистка (за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, «Ока», «Таврия»
Для двигателей иномарок и мототехники
Притирка клапана (за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, «Ока», «Таврия»
Для двигателей иномарок и мототехники Правка старого клапана перед притиркой обязательна!
Замена седла с изготовлением (за единицу)
Для двигателей отечественных автомобилей
Для двигателей иномарок и мототехники
Замер клапанного механизма (за клапан)
При выполнении штучной работы
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.

Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
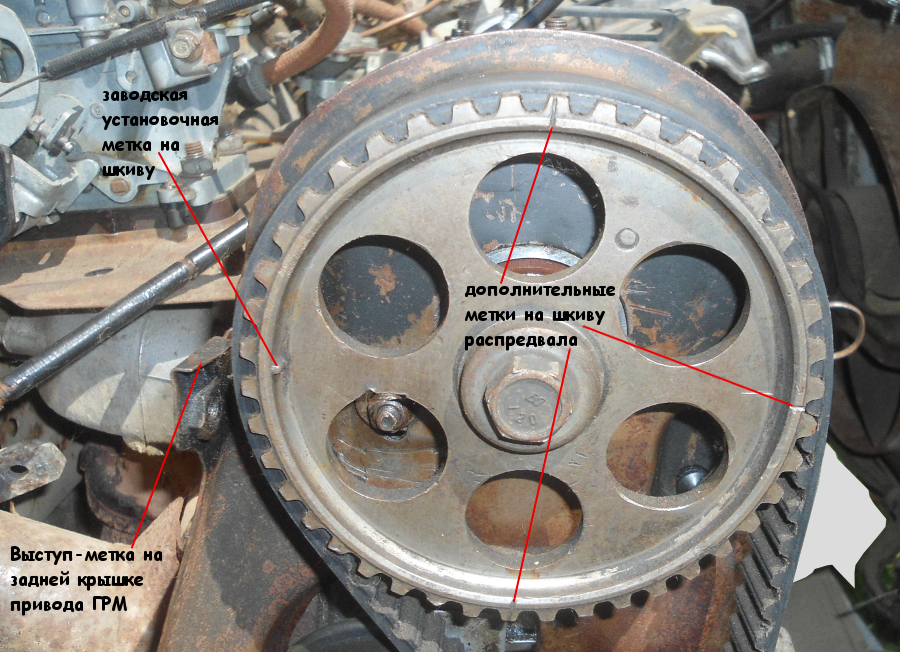
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
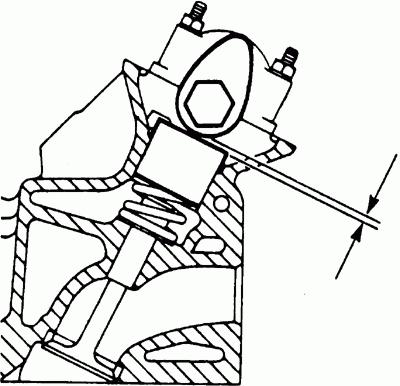
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.

Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.
Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Схема обработки седла клапана (на примере двигателя ВАЗ)
Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях , постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Головка также имеет функцию клапанов корпуса, седел клапанов, направляющих клапанов, резьбовой опоры для свечей зажигания и форсунок форсунок. При размещении и формировании камеры сгорания голова — это та, которая получает наибольшее количество тепла, которое производит двигатель, поэтому в настоящее время оно производится из алюминия или чугунных сплавов. По мере увеличения эффективности двигателя и увеличения мощности двигателя головка насоса подвергалась еще более высоким давлениям, и, конечно, температура также увеличивалась.
Это делало использование вермикулярных отливок более частым. Однако алюминий стал основным композитом для производства головного мозга. Посмотрите на шесть камер сгорания. Оба блока и головка должны иметь идеально плоские посадочные поверхности. Головной узел на блоке выполнен на металлопластичном соединении. Соединение имеет монтажное положение, которое должно выполняться, но в целом они позволяют устанавливать только в одном положении, в дополнение к блоку, имеющему направляющий штифт для монтажа.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является , а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Необходимость в замене седла клапана может возникнуть в следующих случаях.
1. Седло изношено. Зенкуя седло под притирку клапана, вы обнаруживаете, что материала седла для дальнейшей доработки нет. Клапан садится глубоко настолько, что зазор не может быть отрегулирован. Решением может быть только замена седла.2. Седло и клапан прогорели. А в чем причина? Мало ли причин! Были плохо притерты седло и клапан или зазор в приводе клапана был недостаточный
Уже неважно. Важно, что убирая зенковкой на седле клапана черноту, вы обнаруживаете, что материала не хватает
А дальше пункт 1. 3. Посадка седла в головке ослабла. Заметна коррозия по наружному диаметру.4. В седле клапана обнаружена трещина.5. Делая тюнинг головки, вы меняете клапана на увеличенные. Соответственно нужны увеличенные седла. Сначала проверьте, может быть, сможете использовать те седла, которые есть. Замена седел- не очень сложная работа, но в случае ошибки придется обращаться в автовыкуп или на утилизацию.
Как удалить старое седло клапана
Самый простой и удобный способ на станке. При растачивании седла его толщина и прочность уменьшаются, а потом в один прекрасный момент сила резания превышает силу трения в соединении. Остаток от седла проворачивается и далее его можно вынуть пассатижами. Если вы собираетесь устанавливать седла большего диаметра , то далее вам понадобится расточить посадочное место.
Если требуется просто замена штатного седла, используйте другой способ. Зажмите в патроне электрической дрели небольшой абразивный круг. Включите дрель и запиливайтесь в материал седла. В какой-то момент натяг седла ослабнет и его можно будет вынуть. Желательно чтобы этот произошло до того, как круг врежется в материал головки.
Еще один способ. В головку вставляют старый клапан. Тот, который здесь и был. И приваривают его к седлу в 3…4-х точках. А затем ударами молотка по клапану выбивают седло.
Новое седло
Материал седел клапанов довольно разнообразен. Бронза, сталь, нержавеющая сталь, металокерамика, чугун. Для седел клапанов изготовленных на АВТОВАЗе используется чугун. Такие седла можно легко обрабатывать ручным инструментом. А вот седла клапанов из закаленной стали можно только шлифовать. Для этого нужен специализированный станок.
Седла клапанов из бериллиевой бронзы имеют то преимущество, что хорошо отводят тепло от клапанов. Часто этот материал применяют для гоночных автомобилей. Но для ежедневного вождения по городу крутить двигатель до 8000 оборотов не нужно. Следовательно, и седла из бериллиевой бронзы не нужны.
Современный и перспективный материал – металлокерамика. Седла из этого материала могут удачно объединять такие противоречивые свойства как износоустойчивость и хорошая обрабатываемость. И при этом не очень большая цена. Заготовки для двигателя ЗМЗ могут стоить от 30 рублей за штуку.
Для упрощения ремонта, желательно найти готовые, покупные детали. Но тут нас ожидает сюрприз: готовые седла для Лады найти крайне сложно. И это будут седла тюнинговые. Это хороший признак, значит, нужны они крайне редко. Но, если понадобится, седла придется заказывать знакомому токарю.Упомянутые выше заготовки для ЗМЗ не применяются сразу. Это именно заготовки. Их дорабатывают по фактическим размерам гнезда под седло.
Монтаж седла
Седла устанавливают с натягом. Замерив фактические размеры, дорабатывают седла. Обеспечивают гарантированный натяг 0,1…0,15мм. Подготовленную головку нагревают до температуры 100…200 градусов. Для этого используют печь или электроплитку. А вот газовая горелка или паяльная лампа дадут неравномерный нагрев.Седло напротив охлаждают сухим льдом или жидким азотом, а затем при помощи оправки и молотка запрессовывают в головку.
Когда головка не спеша остынет, можно переходить к следующей стадии ремонта — зенковке седел и притирке клапанов.
https://youtube.com/watch?v=isXBYTXK6eY
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ
Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием
При этом важно, чтобы кольцо встало без перекоса
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении
Седло впускного клапана при этом оставляют в штатном положении.
Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Узнайте о всех способах притирки клапанов.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.
Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.
Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
https://youtube.com/watch?v=isXBYTXK6eY
Седло — нагнетательный клапан
Седло нагнетательного клапана зажимается между клапанной клеткой и ниппелем в специальной выточке ниппеля. Седло всасывающего клапана зажимается между уплотнякщим конусом и клеткой в гнезде уплотняющего конуса.
Седло нагнетательного клапана имеет диаметр, превышающий диаметр цилиндра, притерто к цилиндровой гильзе и прижато к ней буферной пружиной. Образующийся при этом кольцевой зазор намного превышает по площади проходное сечение клапана. Жидкость успевает вытесниться поршнем из цилиндра в полость верхней крышки, чем и предотвращаются опасные последствия гидравлического удара.
Седло нагнетательного клапана прижато к втулке плунжера торцевой поверхностью штуцера через уплотнительную текстолитовую прокладку.
Рабочая поверхность седла нагнетательного клапана должна быть притерта; допускается неплоскостность не более 0 02 мм.
Площадь проходного сечения седла нагнетательного клапана всегда бывает меньше, чем у седла всасывающего клапана в связи с большими допустимыми скоростями течения жидкости.
Ширина рабочей поверхности седла нагнетательного клапана не должна превышать 1 3 мм.
|
ЗО. Устройства для удаления пара из. |
Уменьшение диаметра отверстия в седле нагнетательного клапана, с одной стороны, увеличивает скорость пара и соответственно дроссельные потери, с другой — снижает мертвый объем, в результате чего растет коэффициент подачи.
Внутри штуцера выполнена полость, в которой расположен хвостовик седла нагнетательного клапана. Верхняя часть штуцера заканчивается резьбовым хвостовиком для крепления деталей, соединяющих внутреннюю полость штуцера с топливопроводом.
Корпус насоса не подлежит восстановлению при износе отверстий под втулку плунжера, седло нагнетательного клапана, под опору кулачкового вала, при повреждении резьбы под штуцера.
Представленные кривые роста чугуна в образцах позволяют считать установленным, что в седлах нагнетательных клапанов цилиндра имел место рост чугуна в период эксплуатации компрессора.
Подъем нагнетательного клапана ограничивается упором 23 Штуцером 24 через медное уплотняющее кольцо 20 седло нагнетательного клапана втулка закрепляются в головке насоса. Необходимое усилие затяжкитштуцеров 24 обеспечивается применением специального тарированного ключа. Зубчатый венец на штуцерах позволяет осуществить контровку штуцеров зубчатыми замками 49, стягиваемыми болтами.
В случае необходимости заданную чертежом величину вредного пространства получают за счет подрезки нижних торцов седла нагнетательного клапана с последующей повторной притиркой седла по бортику б цилиндра.
Она представляет собой верхнюю крышку, ограничивающую камеру цилиндра, нагружена пружиной и является одновременно седлом нагнетательного клапана. В крупных машинах ( рис. 127) в ложной крышке расположены от 3 до 6 нагнетательных клапанов. Назначением ложной крышки является сброс жидкого рабочего тела, попавшего из испарителя или сконденсировавшегося в цилиндре, вследствие всасывания влажных паров, непрошедшего через сечение нагнетательных клапанов ( рассчитанных на высокие скорости пара 20 — 35 м / сек) из полости цилиндра в нагнетательную полость.
Анализируя полученные данные, можно заметить, что результаты проведенных испытаний полностью подтвердили предположение относительно роста чугуна в седлах нагнетательных клапанов цилиндров. Действительно, все кривые роста чугуна в образцах из седел всасывающих клапанов цилиндра располагаются выше соответствующих кривых в образцах из седел нагнетательных клапанов. Из сравнения видно, что чугун в образцах из нагнетательных клапанов при 400 С проявляет примерно такую же эффективность роста, как чугун образцов из всасывающих клапанов при 300 С.
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.
Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Схема обработки седла клапана (на примере двигателя ВАЗ)
Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
https://youtube.com/watch?v=PpoKMx8GEFA
Развертка направляющих клапанов 8,022-8,029 мм
со скидкой 15 %
Заглушка распредвала на 16кл ВАЗ
со скидкой 19 %
Спойлеры с диодом на дворники, снежка
со скидкой 19 %
Щетка стеклоочистителя гибридная denso 45см. dur-045l
со скидкой 11 %
Паста притирочная vmpauto 40 гр профессиональная
со скидкой 18 %
Приспособление для притирки клапанов с карданом 8мм 01-08 «Сервис ключ» 77753
со скидкой 16 %
Запрессовка-выпрессовка сальников клапанов 8 мм, цанга
со скидкой 18 %
Индикатор звуковой (повторитель) для автомобилей ВАЗ
со скидкой 19 %
Прокладка масляного поддона силиконовая красная с металлическими шайбами на ВАЗ 2101-2107, Лада 4х4, Шевроле Нива
со скидкой 19 %
Набор применяется для создания фаски на седлах клапанов 16 клапанных двигателей Ваз 2112 и их модификаций.
Набор применяется для ремонта седел клапанов двигателей ВАЗ 2101, 21011, 2103, 2105, 2106, 21213, 21083, 2110 (8 клап.), 2111, ЗМЗ 406 и их модификаций.
Набор применяется для ремонта седел клапанов двигателей ВАЗ 2112 — 16 клапанов и их модификаций.
Набор применяется для ремонта седел клапанов двигателей ВАЗ 2101, 21011, 2103, 2105, 2106, 21213, 21083, 2110 (8 клап.), 2111, ЗМЗ 406 и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЗМЗ 402-10 (ГАЗ 24-10) и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЗМЗ 402-10 (ГАЗ 24-10) и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей автомобиля ГАЗ-53 и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей Д-240, Д-65, тракторов МТЗ, ЮМЗ, Беларусь.
Набор применяется для восстановления геометрии седел клапанов тракторов Т-40, -25, -16; (двигатели Д-37, -144, -20), САК, бетономешалка на базе КАМАЗа и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей Камаз 740.10, 7403.10, 740.10-20 и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЗИЛ.
Набор применяется для восстановления геометрии седел клапанов двигателей Москвич и его модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЗИЛ-130.
Набор применяется для восстановления геометрии седел клапанов двигателей ЯМЗ А/М МАЗ и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЯМЗ-7511 а/м МАЗ и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей тракторов ДТ-75, комбайнов «НИВА», «ЕНИСЕЙ», на машинах возделывающих картофель, сахарную свеклу и других.
Набор применяется для восстановления геометрии седел клапанов двигателей Д-160, Д-180, Д-108 (тракторы Т-130, -150, -100М, -100МЭ).
Оплачивайте товары банковской картой, с помощью QIWI, Яндекс.Деньги или WebMoney и экономьте на покупке от 4%, избегая почтовые и банковские комиссии
Этот товар выбрали 10 покупателей
Набор применяется для создания фаски на седлах клапанов двигателей ВАЗ 2101, 21011, 2103, 2105, 2106, 21083, 2110 (8 клапанов), 21213, ЗМЗ 406.
Количество зубов: 6.
Состав:
- Оправка направляющая диаметр 8 мм – 1шт.;
- Зенковка угол 45 диаметр 39 – 1шт.(впуск);
- Зенковка угол 45 диаметр 34 – 1шт.(выпуск);
- Футляр – 1шт.
Производитель: Россия.
Вес, кг: 0.45 Размеры, см: 20 х 6 х 3 Объем, м3: 0.00036