Суть и методы хромирования металла
Содержание:
- 4 Подготовка поверхности и как протекает металлизация хромом
- Хромирование в домашних условиях
- Хромирование в домашних условиях
- Подготовка к проведению работ
- Процесс хромирования деталей
- Восстановление хромированной детали кузова
- Хромирование деталей: поэтапная инструкция
- 1 Химический способ хромирования
- Способы хромирования
- Как готовить электролит
4 Подготовка поверхности и как протекает металлизация хромом
Самостоятельная металлизация хромом невозможна произвести без правильной подготовки поверхности изделия. Для начала нужно создать медную или никелевую подложку, так как хром не ляжет на поверхность стали, алюминия или любого другого металла. Омеднение или никелировка производятся в гальванической ванне, катодом при этом выступает соответственно металлическая медь или никель, электролитом — раствор серной кислоты и медного купороса или солей никеля. После завершения подготовки изделие тщательно шлифуют и полируют, стараясь не повредить при этом тонкий слой подложки, обезжиривают и сушат.
 Самостоятельная металлизация хромом
Самостоятельная металлизация хромом
Самостоятельное хромирование должно проходить при стабильных параметрах напряжения, температуры и состава электролита. Любое отклонение может привести к дефектам покрытия. Например, превышение концентрации силы тока на единицу площади приводит к тому, что на острых углах изделий образуются наросты и дендриты металлического хрома. Нарушение температурного режима, как и колебания концентрации реактивов, вызывают потемнения, матовость или пятнистость покрытия.
После того как проведено хромирование деталей в домашних условиях, хромируемая поверхность покрыта достаточным слоем металла, напряжение отключают, отсоединяют изделие и помещают его в ванну с дистиллированной водой. Процесс лучше повторить несколько раз, каждый раз меняя воду.
Перед тем, как приступить к хромированию своими руками, следует тщательно оценить будущую стоимость работ и сделать вывод об их целесообразности. Если у вас нет в наличии места для проведения таких экспериментов: например, своего гаража или мастерской, то начинать не стоит, иначе можете сильно навредить окружающим.
Перед тем, как сделать устройство для хромирования, подумайте и спланируйте будущую утилизацию отходов.
Хромирование в домашних условиях
Выполнить хромирование можно в домашних условиях. Процедура состоит из нескольких этапов — подготовка помещения, покупка оборудования, зачистка детали и непосредственно хромирование. Ниже мы рассмотрим эти этапы более подробно.
Подготовка помещения и покупка оборудования
Гальванику стоит проводить в любом техническом помещении, где установлена вытяжка или вентилятор для откачки вредных испарений. Рабочему необходимо позаботиться о средствах индивидуальной защиты. Для проведения гальваники также понадобится подобрать следующее оборудование:
- Пластиковая или стеклянная ванночка (изделия из металла не допускаются). В ванночку будет помещаться обрабатываемое изделие, а также электролит и катод/анод.
- Компоненты для приготовления электролита. Это дистиллированная вода (1 л), хромовый ангидрид (250 г) и серная кислота (2-3 г). При необходимости концентрацию компонентов нужно пропорционально увеличить.
- Источник постоянного тока, а также два провода (анод и катод). К катоду будут прикрепляться запчасти, которые будут помещаться в электролит. Анод помещается непосредственно в электролит; оптимальной будет покупка провода-анода с пластинкой на конце (это увеличит интенсивность реакции).
- Нагревательный элемент. Электрическая плитка с датчиком температуры. Ванночку с электролитом можно ставить прямо на плитку.
Подготовка детали к работе
Перед нанесением хрома нужно выполнить зачистку и обезжиривание детали. Для зачистки необходимо вымыть и тщательно высушить требуемую деталь. Если на ее поверхности есть сильные шероховатости, то от них следует избавиться с помощью шлифовки. Также необходимо обезжирить деталь:
Возьмите 1 литр чистой воды, добавьте туда 50 кальцинированной соды, 150 г гидроксида натрия и 5 г силикатного клея, хорошенько перемешайте смесь.
Поставьте емкость с полученной смесью на плиту, нагрейте смесь до температуры 90 градусов, поместите туда деталь на 20-30 минут.
Достаньте деталь, промойте ее под водой и высушите ее
Обратите внимание — вытирать деталь можно только чистой тряпкой (в противном случае придется проводить обезжиривание заново).
Процедура хромирования
Итак, Вы подготовили помещение, надели защитную одежду и выполнили обезжиривание. Теперь можно выполнить гальваническое хромирование алюминия, стали или любого другого металла:
- Поставьте ванночку на плитку, прикрепите к катоду запчасть, установите анод на ванночку, вылейте в ванночку электролит, включите вытяжку, нагрейте электролит до температуры 50-55 градусов.
- Введите в ванночку катод с прикрепленной запчастью, чтобы жидкость полностью покрыла деталь, а потом увеличьте мощность вытяжки и включите источник постоянного тока.
- Длительность обработки — 20-40 минут в зависимости от формы детали и интенсивности обработки. По завершении хромирования деталь высушивают 2-3 часа.
Хромирование пластика выполняется по иному сценарию. Для нанесения покрытия нужно изготовить пустотелую кисть, в которую будет заливаться электролит (сделать ее можно из оргстекла). К кисти следует присоединить токопроводящие щетинки, через которые будет проходить ток. К корпусу кисточки следует присоединить анод, а к металлическим щетинкам — катод. После запуска электрического тока будет проводиться распыление частичек хрома с конца щетинок кисточки. Для нанесения покрытия нужно 15-20 раз провести кисточкой по всей поверхности пластика. При необходимости процедуру нужно повторить 2-3 раза (зависит от типа пластика и качества кисточки).
Хромирование в домашних условиях
Химическая металлизация своими руками в домашних условиях. Гальваника в домашних условиях вещь вполне реальная, конечно, при соблюдении определённых требований. Из всех видов домашней гальваники хромировка является, пожалуй, самым сложным видом гальваностегии по двум причинам:
- Техническая сложность процесса.
- Крайняя опасность химических компонентов для здоровья.
Первая техническая сложность
Сложность хромирования состоит в том, что предъявляются очень жёсткие требования к режиму функционирования гальванической ванны. Малейшие отклонения от требуемой плотности тока, температуры и концентрации электролита приводят к резкому изменению качества хромового покрытия, вплоть до брака.
- При температуре электролита от 30−60 градусов поверхность готового изделия будет блестящей.
- Выше 60 градусов — хромовое покрытие будет иметь молочный оттенок.
- Ниже 30 градусов — поверхность матовая.
От концентрации состава электролита хром меняет цвет, а вместе с цветом меняются и прочностные характеристики. Цвет меняется от обычного светлого, до темно-голубого, агатового, синего и, наконец, до практически чёрного. По мере изменения цвета меняется и прочность хромового покрытия. Самый мягкий хром имеет обычный светлый цвет, для его получения требуется комнатная температура и сила тока порядка 5 А/кв.дм. Самое прочное хромовое покрытие соответствует хрому чёрного цвета. Но для получения чёрного хрома необходима сила тока 100 А/кв.дм, что в условиях домашнего производства сделать технически невозможно.
Вторая техническая сложность
Вторая сложность состоит в том, что хром не может непосредственно соединяться со сталью, алюминием, чугуном или железом. Поэтому всегда перед хромированием проводят процесс никелирования. Часто с целью получения более качественного результата проводят несколько последовательных нанесений слоёв: никель, медь, снова никель и только в заключение наносят слой хрома.
При этом нужно иметь в виду, что само по себе хромовое покрытие обладает достаточно противоречивыми характеристиками. С одной стороны, хром обладает высокой механической прочностью (намного выше, чем у никеля), химической инертностью и очень ярким блеском. Но одновременно с этим он очень хрупок и обладает пористой структурой. Поэтому подложка из никеля для слоя хрома является необходимой даже в том случае, если хромирование осуществляется на поверхность металла, с которым у хрома хорошая сцепка, например, медь или латунь.
Опасность для здоровья
Основной компонент электролита для хромирования — оксид хрома (CrO3) или, как его ещё называют, хромовый ангидрид. Так уж получилось, что хромовый ангидрид является сильнейшим ядом и одновременно одним из самых сильных канцерогенов. Смертельная доза для человека при приёме внутрь составляет приблизительно 4−6 грамм, в зависимости от веса индивида. При попадании на открытые участки кожи чистого оксида хрома или его растворов возникают химические ожоги, которые затем переходят в дерматиты и экземы, с последующим перерождением в рак кожи.
Понятно, что такое «прекрасное» химическое вещество невозможно просто взять и купить в магазине хим. реактивов. Оборот хромового ангидрида жёстко регулируется государством и продажа разрешена только юридическим лицам, имеющим лицензию на соответствующий род деятельности.
Подготовка к проведению работ
Перед началом работы необходимо подготовить изделия и необходимое оборудование. От правильности подготовки зависит качество полученного покрытия.
Подготовка изделия
Для получения качественного и равномерного слоя хрома нужно предварительно очистить обрабатываемые поверхности. Потребуется удалить все наслоения пыли, грязи, лака, краски и ржавчины. Это можно сделать наждачной бумагой или с применением пескоструйной обработки.
 Наждачная бумага
Наждачная бумага
При использовании наждачной бумаги нужно удалить пыль и мелкие абразивные частицы сжатым воздухом. После очистки следует максимально выровнять поверхность. Допустимый размер неровностей составляет не более одного миллиметра.
Чтобы хром лег ровно, необходимо обезжирить заготовку. Для обезжиривания используется специализированный раствор, который можно изготовить самостоятельно. Для создания раствора необходимо добавить в воду 150 грамм гидроокиси натрия, 5 г силикатного клея и 50 г кальцинированной соды. Соотношение компонентов указано на один литр воды. После создания раствора его нагревают до 90 градусов и опускают в него изделие.
Подготовка электролита
Для гальванического хромирования следует подготовить электролит. Его составляющими являются хромовый ангидрид, серная кислота и вода. Подготовка электролита к работе происходит следующим образом:
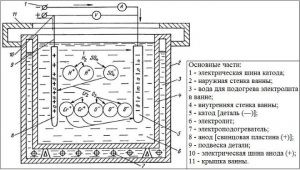 Схема электролитического хромирования
Схема электролитического хромирования
- В герметичную неметаллическую ёмкость наливается дистиллированная или кипяченая вода. Ёмкость следует заполнить наполовину.
- Вода подогревается до температуры 55 – 65 градусов.
- Добавляется ангидрид хрома из расчета 250 грамм на один литр воды
- Заливается серная кислота из расчёта 2.5 грамма на литр.
- После смешивания через электролит подаётся напряжение постоянного тока на протяжении 3 часов. Сила тока должна составлять 6.5 ампер на литр.
- После приобретения раствором коричневого цвета его необходимо поставить в прохладное место на 24 часа.
Подготовка оборудования
Для получения гальванического покрытия потребуется применение следующего оборудования:
- Контейнер для установки емкости. Подойдет ящик из дерева. Стенки и дно ящика следует утеплить, создав эффект термоса.
- Ёмкость требуемых размеров. Емкость должна быть стеклянной. Подойдет обычная трехлитровая банка.
- Электронагревательный элемент. Используется керамический ТЭН.
- Термометр, которым можно измерять температуру жидкости до 100оС.
- Неметаллическая крышка для емкости. Она должна герметично закрывать сосуд. В качестве материала для крышки можно использовать фанеру.
- Источник постоянного тока.
- Электроды. Внутренний анод изготавливается из свинцовой пластины. Катодом является обрабатываемое изделие.
- Провода для подключения.
При хромировании выделяются испарения, негативно влияющие на здоровье человека. Следует приобрести средства индивидуальной защиты.
Процесс хромирования деталей
Способы нанесения слоя хрома на поверхность металлизируемой детали отличаются методами схватывания (удержания) между собой. Классифицировать их можно следующим образом:
- адгезионное схватывание (за счет механического воздействия);
- за счет металлических связей:
- диффузионная зона в пределах границы двух поверхностей;
- диффузионная зона всего покрывающего слоя.
Технология хромирования подразумевает несколько этапов:
- подготовительный;
- процесс нанесения;
- заключительный.
Подготовительный этап. На этой стадии выполняются те типы работ, которые позволят слою хрома надежно закрепиться и удерживаться на поверхности длительное время. Перед хромированием изделий они подвергаются шлифовке, а при необходимости полируются. После финишной операции изделия промываются, сушатся и протираются мягким материалом. Те поверхности (отверстия, внутренние полости), которые не подлежат металлизации, подвергаются изолированию. Детали устанавливаются (вывешиваются) на приспособлении, которое предназначено для введения деталей в зону обработки. Производится обязательный процесс обезжиривания. Выполняется декапирование, позволяющее повысить способность к адгезии.
https://youtube.com/watch?v=NkTciT04KI4
Процесс нанесения хрома на поверхность. Технология хромирования деталей, в зависимости от метода нанесения, происходит тремя видами:
- в холодном состоянии;
- в нагретом состоянии;
- диффузией.
Например, во время электролитического метода изделия помещаются в ванну с раствором-электролитом. Рабочая температура электролита зависит от его состава. Заданная температура должна сохраняться на протяжении всего процесса, что гарантирует однородную структуру наносимого слоя и равномерную толщину.
Металлизируемые изделия выполняют роль анода. Продолжительность процесса хромирования напрямую зависит от требуемой толщины покрытия.

Декоративное хромирование детали
После нанесения хрома изделия подвергаются сушке. Если сушку проводить в сушильном шкафу, то ее продолжительность составит 5-10 минут при температуре 85°С-100°С. Если сушку проводить методом обдува сжатым воздухом, то ее продолжительность составит 0,5-3 минут при температуре 18°С-25°С.
Для повышения прочности и твердости покрытого слоя он подвергается термической обработке. Продолжительность выдерживания в печи составляет несколько часов при температуре порядка 200°С.Толщина покрытия, нанесенного на сталь колеблется от 0,003 мм до 0,025 мм. Если использовать изменение полярности тока (реверс), то толщину хромирования доводят до 0,03 мм.
Восстановление хромированной детали кузова
Делая качественный уход, ваша машина надолго останется в хорошем виде
Ремонт хромированных деталей автомобиля предусматривает устранение возникших на них очагов коррозии механическим способом и последующее восстановление обработанного участка гальваническим методом либо оклеивание пленкой хром. Полировка хрома на авто позволяет убрать матовость покрытия, образовавшееся из-за сетки царапин и потертостей.
Ремонт хромированных дисков, в которых коррозия разрушила слой покрытия — трудоемкий процесс. Первоначально вам потребуется обезжирить обрабатываемую поверхность керосином, далее мелкозернистой наждачной бумагой обрабатывается зона коррозии (с минимальным заступом на смежные участки). Если поверхность затерта до металла, то сталь нужно вскрыть 2-3 слоями грунтовки (незащищенные области оклеиваются малярным скотчем), с целью предотвращения распространения ржавчины.
Дальнейшие действия — окрашивание эмалью с хром эффектом либо полное перехромирование детали, о котором мы поговорим в следующем разделе статьи.
Чтобы восстановить блеск покрытия при наличии поверхностной коррозии, царапин или потертостей, производится полировка хромированных деталей своими руками. Летом процесс реализуется без демонтажа детали с кузова, зимой, во избежание перепада температур, восстанавливаемый элемент снимается и полируется при комнатной температуре.
Полировка хрома в домашних условиях может выполняться разными способами:
- С использованием специальных полирующих паст — состав наносится на войлочную либо фетровую ветошь и втирается в поверхность детали круговыми движениями (для обработки больших деталей — бампера, спойлера, обвесов, рационально использовать полировочную машинку, при ее отсутствии — дрель, укомплектованную полировальным кругом). Не используйте полировочные составы с крупными абразивными элементами и пасту ГОИ, это чревато появлением на поверхности новых царапин;
- Простой, но действенный вариант — полировка фольгой, смоченной в Кока-Коле (данный напиток содержит ортофосфорную кислоту, являющуюся сильным окислителем);
- Восстановить блеск хрома позволяет нашатырный спирт и порошок мела — мягкая ветошь (подойдет микрофибра) смачивается спиртом, покрывается порошком и поверхность затирается до появления выразительного глянца.
Хороший уход за ЛКП — красивая машина
Для очистки поверхностей от загрязнений не используйте кухонную химию, из-за присутствующего в составе хлора она оставляет на хромированном покрытии темные пятна.
Хромирование деталей: поэтапная инструкция
Технология хромирования не отличается особой сложностью.
Для того чтобы приготовить электролит для небольшого изделия, нужно взять обычную стеклянную банку необходимых размеров или пластмассовое ведро и поставить его в специальный резервуар. Для этих целей можно воспользоваться бидоном. Чтобы электролиз был качественным, его, бидон, нужно теплоизолировать. А именно, взять ящик из дерева или коробку, утеплить его стеклотканью или пенопластом, а также дополнительно минеральной или стекловатой, песком и поставить резервуар туда.
Внутрь резервуара поместить элемент для подогрева и термометр. Сверху накрыть листом влагостойкой фанеры, которая выступит в роли герметизирующей крышки, и присоединить электроды. К изделию присоединить катод, анод (стержневой или пластинчатый) погрузить в емкость с образцом.
Деталь в банке должна удерживаться с помощью кронштейна, чтобы обеспечить хромирование со всех сторон.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.
Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А). Когда электролит станет темно-коричневого цвета, его нужно будет отстоять не меньше суток.
Процедура подготовки образца
Прежде, чем подготовить деталь, нужно прогреть электролитный раствор до шестидесяти градусов по Цельсию и дать постоять ему три часа.
За это время необходимо:
- Очистить деталь от грязи, ржавчины, краски.
- Провести обезжиривание с помощью специального раствора, рецептов которого существует несколько. Например, он может состоять из 150 г едкого натра, 5 г силикатного клея, 50 г кальцинированной соды. Все брать на литр воды. Ингредиенты смешать, нагреть до девяноста градусов по Цельсию, опустить изделие и держать не меньше двадцати минут, а иногда и дольше, в зависимости от величины и степени очищения.
Непосредственное хромирование
Во время процедуры хромирования необходимо сохранять температурный режим электролитного раствора в среднем 53 С° (плюс-минус два градуса). Изделие поместить в электролит и через минуту, для выравнивания температур образца и раствора, подать напряжение. Вынуть деталь и просушить не меньше двух с половиной часов
Возникновение дефектов
При хромировании в домашних условиях могут возникнуть такие дефекты как:
- Поверхность блестит неравномерно. Происходит из-за большого тока или низкой температуры электролитного раствора.
- Отсутствие блеска — из-за неправильного количества ангидрида хрома, завышения тока, недостатка серной кислоты.
- Наличие коричневых пятен — переизбыток ангидрида хромового, мало кислоты.
- Слой неравномерный. Избыточность тока.
- Размягченность покрытия — высокая температура раствора, низкий ток.
- Хромировка отваливается — нестабильное напряжение, плохо проведенное обезвоживание, низкая температура раствора.
Хромирование в домашних условиях — это процесс, который требует определенной сноровки и четкого следования правилам и инструкциям. Любое нарушение может привести к некачественной хромировке. Поэтому стоит детально изучить технологию данного процесса и только тогда приступать к его осуществлению.
Химическое хромирование
1 Химический способ хромирования
Хромирование – это процесс нанесения хрома на металлическое изделие. Такая обработка позволяет существенно изменить или улучшить физико-химические характеристики поверхности детали, инструмента, иного объекта, а также придать последним привлекательный внешний вид. Поверхность хромированных изделий обладает высокой стойкостью к коррозии, жаростойкостью, износостойкостью, более технологичными электромагнитными и механическими свойствами.
Наиболее распространенными способами нанесения хрома являются электролитический и диффузионный. Химическое хромирование производится с помощью водных растворов при определенной температуре, в отличие от первых двух способов, не требует специального оборудования и позволяет получить необходимое покрытие для изделий любой формы на всей их поверхности, даже в полостях.
В основе этого процесса лежит химическая реакция, во время которой хром восстанавливается из растворов своих солей посредством гипофосфита натрия и ряда других химреактивов, а затем осаждается на металлическую поверхность. Именно наличие гипофосфита натрия во всех смесях, применяемых при химическом нанесении хрома, является главным отличием от любого состава химраствора хромирования установкой для электролитического способа получения такого покрытия.
При химическом методе получают слой хрома, который первоначально имеет серый цвет и приобретает требуемый блеск после полирования. Химический способ, по сравнению с электролитическим и диффузионным, позволяет нанести более качественное хромовое покрытие, в котором присутствует фосфор, значительно увеличивающий его твердость.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.

Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Видео:
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
Как готовить электролит
Состав
Долевое соотношение компонентов рекомендуется следующее (в г/л воды): ангидрид хромовый CrO3 – 250, кислота серная H2SO4 – 2,5.
Методика приготовления
- Емкость более чем на половину наполнить водой. Лучше всего, если она будет дистиллированной. В случае если используется вода обычная (из водопровода, колодца и так далее), то предварительно ее следует прокипятить и дать отстояться. Для качественного приготовления электролита вода должна быть подогрета не менее чем до 60 ºС.
- Засыпать расчетное количество CrO3, после чего тщательное размешать до полного растворения.
- Долить воды до необходимого объема.
- Добавить H2SO4 и снова все перемешать. Нужно учесть, что кислота бывает разной концентрации, поэтому данные приведены для удельной плотности 1,84.
- После этого электролит порядка 3,5 часов «прорабатывается», то есть по нему пропускается ток. Его силу рассчитывают так – на каждый литр примерно 6,5 А. Исходя из этого, определяя объем приготовляемого раствора, нужно ориентироваться на возможности имеющегося источника эл/питания. Если все сделано верно, то электролит приобретет темно-коричневый цвет.
- Приготовленному раствору нужно дать отстояться (в прохладном помещении, не менее суток).
Подготовка детали
Нет смысла говорить, что от этой работы зависит и качество хромировки, и ее долговечность. Но прежде следует привести в «рабочее» состояние электролит. Он подогревается (достаточно до 50 – 60 ºС). Использовать его можно часа через 3. Этого времени вполне хватит, чтобы произвести подготовительную обработку образцов.
Очистка
С поверхности удаляется все – грязь, краска, ржавчина. Необходимые приспособления и методика определяются исходя из специфики детали и степени ее «загрязнения», так как иногда одной только «наждачки» бывает недостаточно. Главное – убрать все имеющиеся инородные слои, до самой «основы».
Обезжиривание
Ограничиться только лишь обработкой поверхности бензином, уайт-спиритом или чем-то подобным – значит, получить плохое качество хромировки. Для эффективного обезжиривания приготовляется специальный раствор. Рецептов более чем достаточно, поэтому для примера приведем один.
Все весовые показатели ингредиентов – в «граммах», из расчета на 1 л воды.
- Едкий натр – 150.
- Клей (силикатный) – 5.
- Сода кальцинированная – 50.
Деталь выдерживается в нагретом растворе (80 – 90 ºС) не менее 20 минут. Это время может быть увеличено и до 1 часа, в зависимости от сложности «рельефа» поверхности, степени ее очистки и так далее.
Хромирование
Специалисты советуют в процессе работы поддерживать температуру электролита на уровне 53±2 ºС. Деталь помещается в раствор, и с некоторой задержкой подается напряжение. Это нужно для того, чтобы температуры образца и электролита выровнялись.
Прежде чем начать «массовую» хромировку деталей, нужно убедиться в том, что на всех этапах «производства» все сделано правильно. С этой целью сначала проводится обработка опытного, заранее подготовленного образца, а потом определяется качество покрытия. Признаков плохого хромирования более чем достаточно, поэтому остановимся на наиболее типичных.